David Pye
TECHNICAL TALK
Distortion: Causes and Effects
David Pye | Pye Metallurgical International Consulting
As every heat treater – captive or commercial – knows, distortion will occur. The heat treater must recognize the many reasons why distortion occurs. This applies to both ferrous and nonferrous materials.
Distortion happens and will continue to happen. The manufacturing process sometimes makes it worse, but nothing can completely eliminate it. We can, however, take steps to reduce it.
The writer was once told, “If distortion occurs, go back to the beginning.” At that time, I did not grasp the real and full meaning of that statement. It is normal to say, “Distortion occurred during the final heat treatment.” That is very true, but the distortion cause could have been established at the very beginning of material manufacture for either ferrous or nonferrous material.
In other words, the distortion exhibited at final heat treatment may well have its root cause at any of the following:
Material – primary material analysis variations within specification
Production – rolling operations
Production – forging operations
Production – engineering design contributions of sectional thickness changes
Production – abusive machining operations
Heat treat – heat-treatment operation with quench (phase change)
Figure 1 presents a summary of most of the contributing factors to the distortion phenomena. It also presents a suggested timeline of when changes will occur in relation to the manufacturing procedure. But if we know all of this, why can we not control and eliminate it?
We will not be able to address all of these factors, so let’s primarily discuss material and heat treatment.
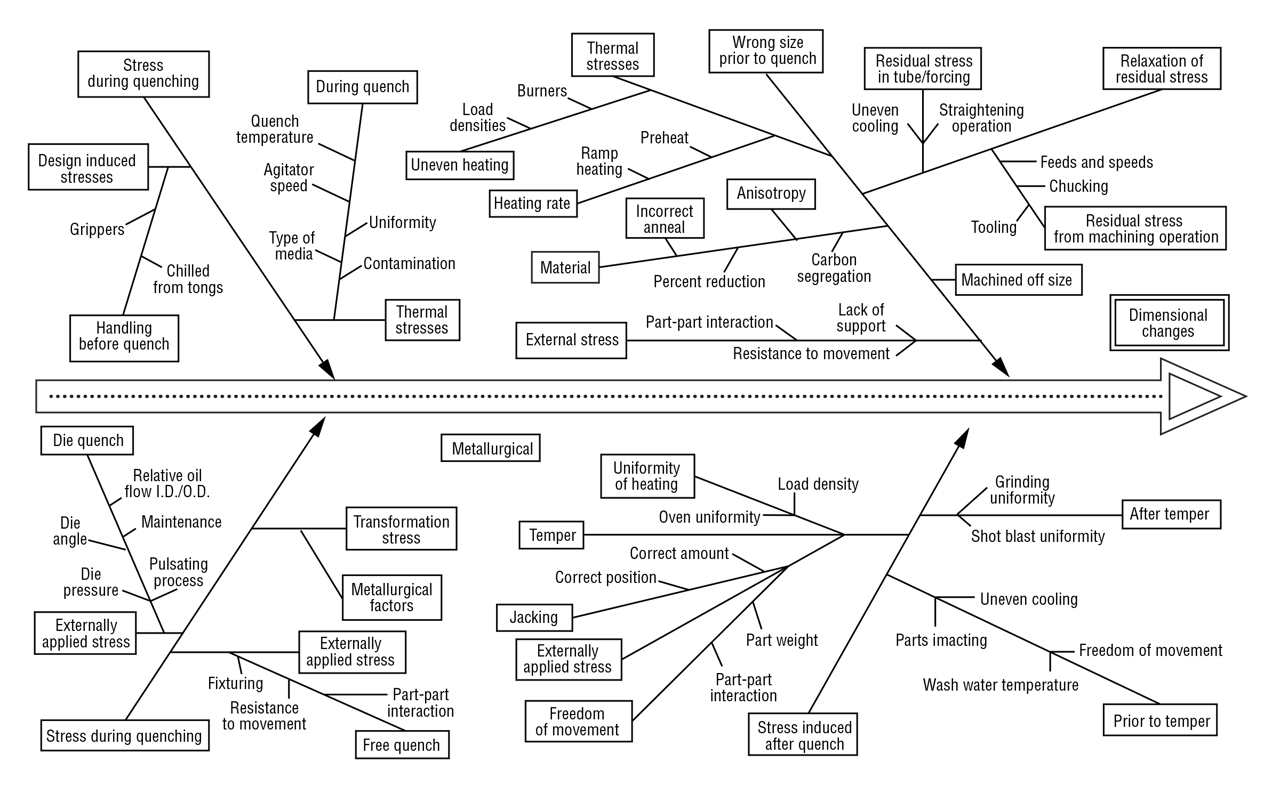
Fig. 1. Summary of the many causes of dimensional changes in a quenched-and-tempered steel component
Material
Multiple material-related issues affect distortion. These include:
Composition
Cast variations
Micro-segregation (manganese and sulfur)
Gross segregation (chrome)
Decarburization
Surface oxidation (scale)
The heat treater often hears, “We give you AISI 4140, and every time we get a variation in hardness and a different hardness value than what we got previously.” While a valid statement, it is unfair to blame the heat treater. Consider AISI 4140 and its specification and variation.
If we consider the variances that are present in steelmaking, it is difficult to produce a one-process-temperature-suits-all heat-treatment procedure. This is why there will always be some hardness variance in the as-quenched hardness. It can never be entirely repeatable and consistent with a single austenitizing temperature.
Other (Manufacturing) Factors
Figure 2 illustrates some of the various factors that “cause” residual stress and distortion. Obviously, the heat treater has no control over the machining environment, which can cause residual stresses. Residual stresses cause shape change when they exceed the material yield strength, which occurs on heating when the strength properties decline.
Fig. 2. Distortion factors
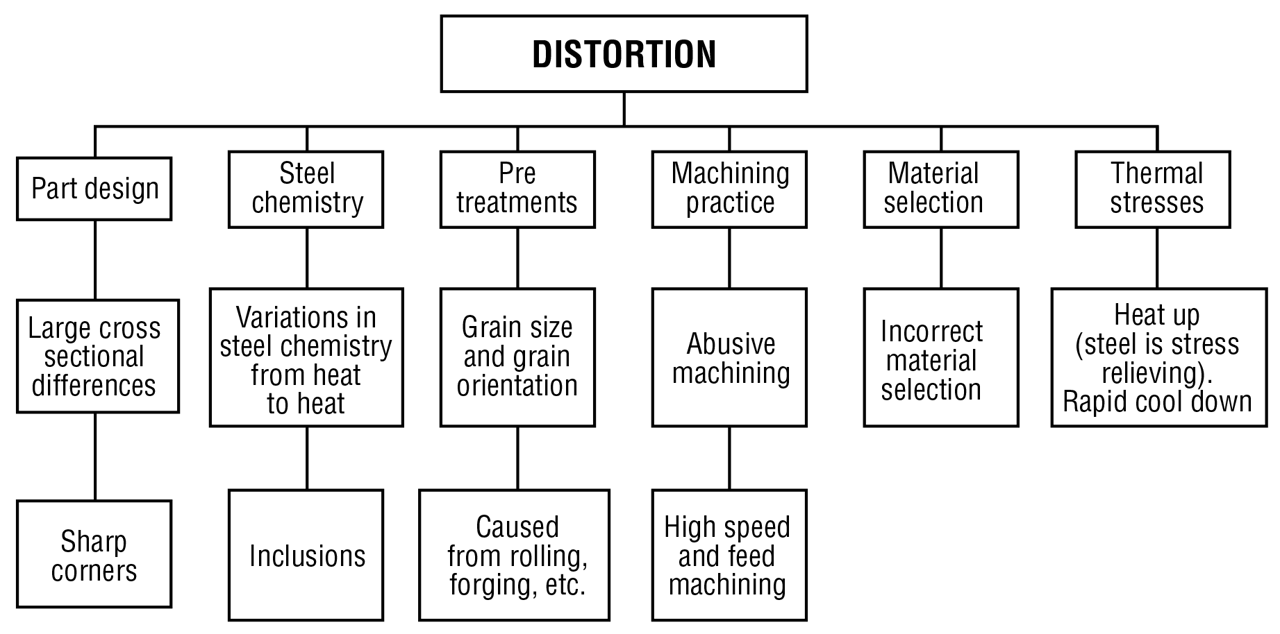
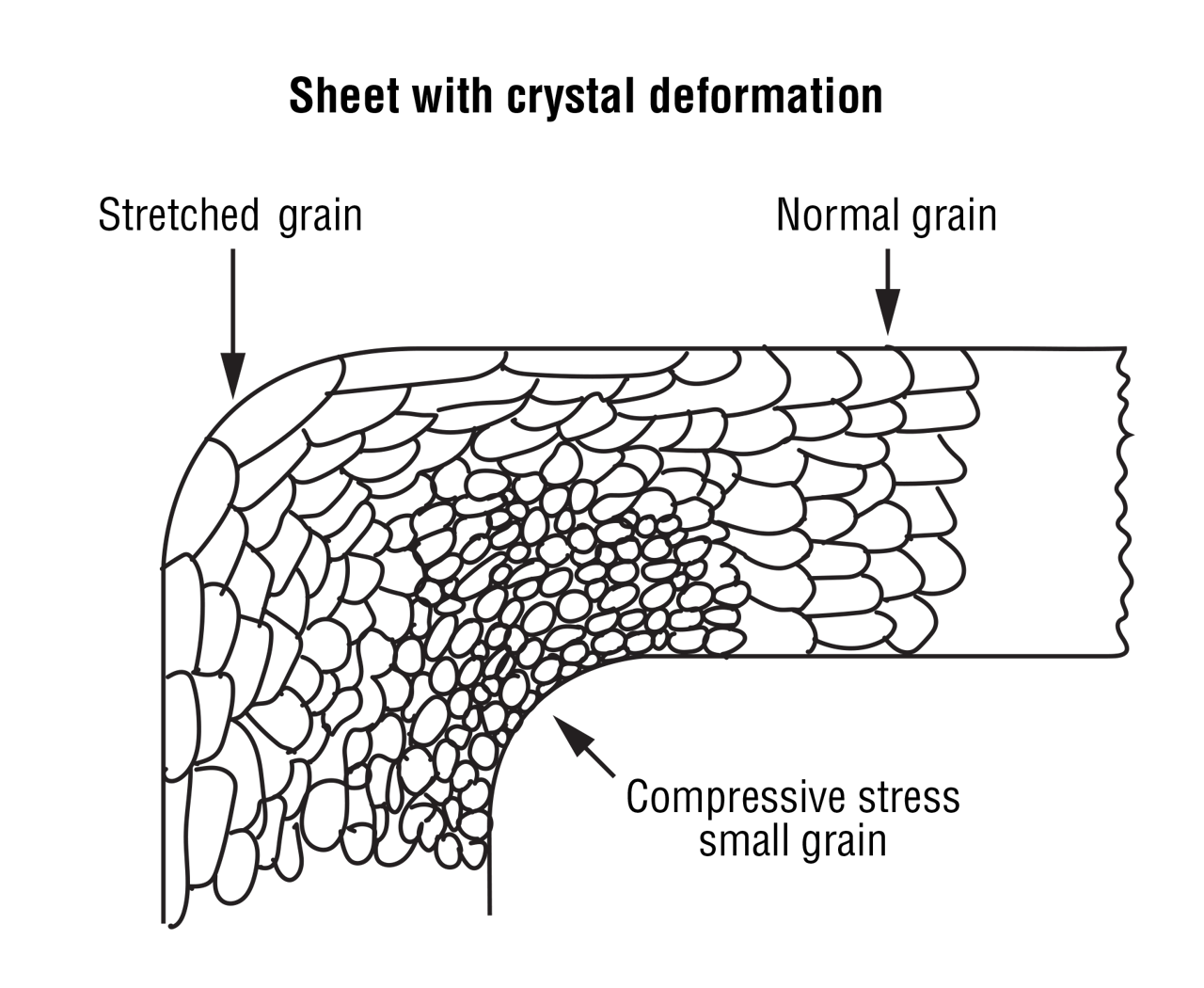
Figure 3 displays the potential for distortion that can occur as a result of bending or forming due to the grain-flow orientation. Once heat is applied to the bend, it will try to open outward and relieve itself of the forming stresses.
Fig. 3. Sheet with crystal deformation
Heat Treatment
Stresses can also be caused by differential expansion due to thermal gradients in the steel. These stresses will increase along with the thermal gradient and will cause plastic deformation as the yield strength is exceeded. Stress relieving (discussed later) can help to reduce this type of distortion.
When parts are quenched during heat treatment, there is a relationship between phase changes and dimensional size. If not quenched uniformly or tempered correctly, distortion can be the result.
The probable factors that will contribute to heat-treat distortion include:
Non-uniform heating
Austenitizing temperature too low
Austenitizing temperature too high
Phase changes on heating and cooling
Non-uniform quenching
Quench-medium temperature (too high/low)
Incorrect tempering temperature selection
Beyond distortion, cracking can occur if heat-treat stresses are excessive. Material irregularities can enhance this problem. Some of the potential causes of cracking are:
Long parts with differing cross-sectional thickness
Non-symmetrical shapes
Holes too near corners
Keyways
Grooves
If a component such as a splined shaft is distorted, do not attempt to straighten the shaft in the cold condition. There is a serious risk of cracking the shaft if straightening is attempted at room temperature. It must first be heated.
What temperature should be selected for the straightening operation? This depends on what type of heat treatment has been given to the part.
Has the shaft been carburized and quenched?
Has the shaft been manufactured from a heat-treatable through-hardening steel?
The shaft should be heated to a temperature that is below the tempering temperature. This will both reduce the risk of crack initiation and prevent softening of the part.
Stress Relieving
The stress-relieving process is very valuable in reducing the risk of distortion at the final heat-treatment operation. One should not underestimate the value of intermediate stress relieving. It does not guarantee distortion elimination, but it will do a great deal to reduce the final heat-treatment distortion.
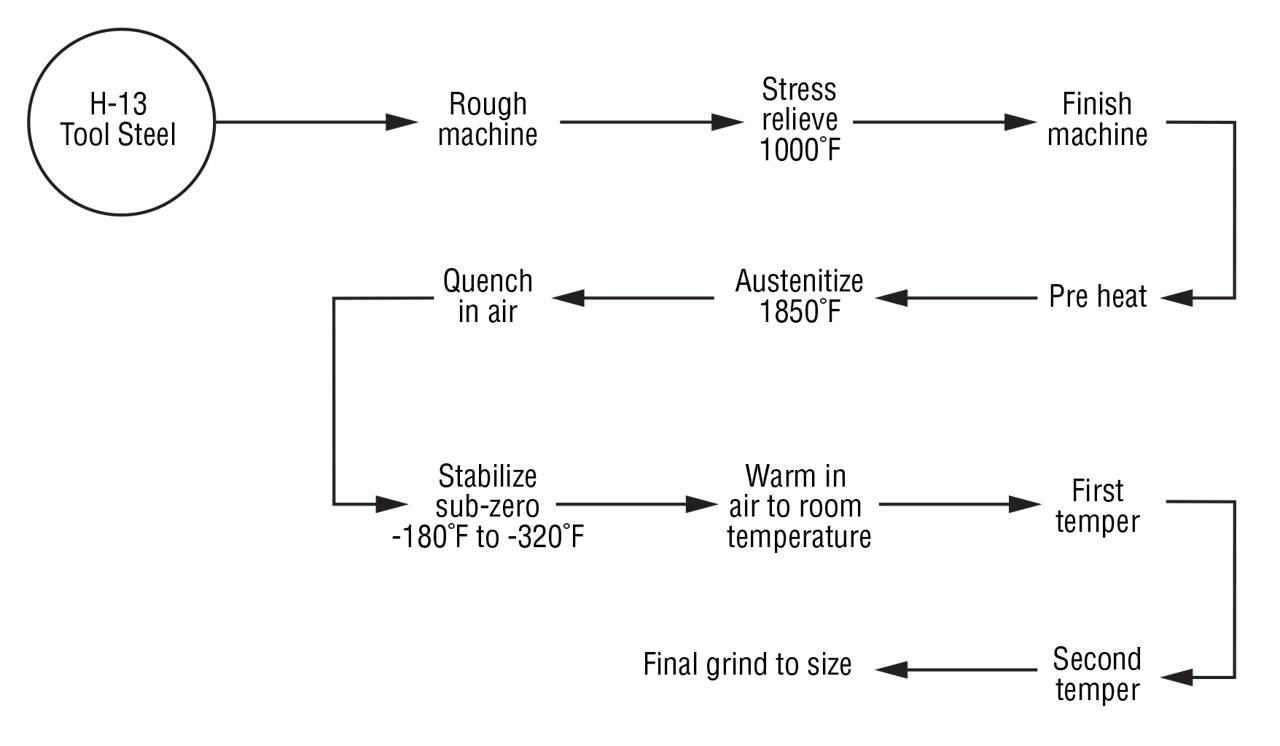
Figure 4 provides a suggested sequence of the manufacturing operations and when the stress-relief procedure could be introduced. If stress relieving is not considered and conditions within the metal component are not addressed, the metal will stress relieve itself during heating to hardening temperature.
Fig. 4. Manufacturing sequence for H-13
Surface Treatments
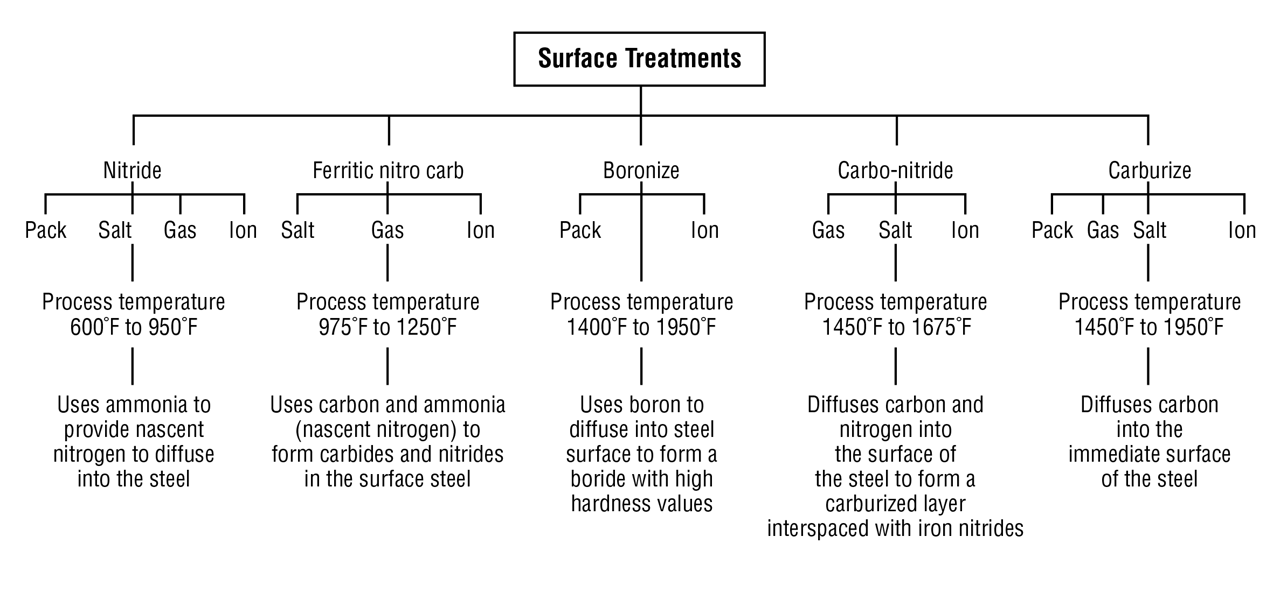
Surface treatment of steels will also contribute to the distortion factor. Anytime that the steel surface is changed by volume, growth has occurred. Therefore, a volumetric change will occur when introducing carbon, nitrogen, oxygen, boron and sulfur into the steel surface.
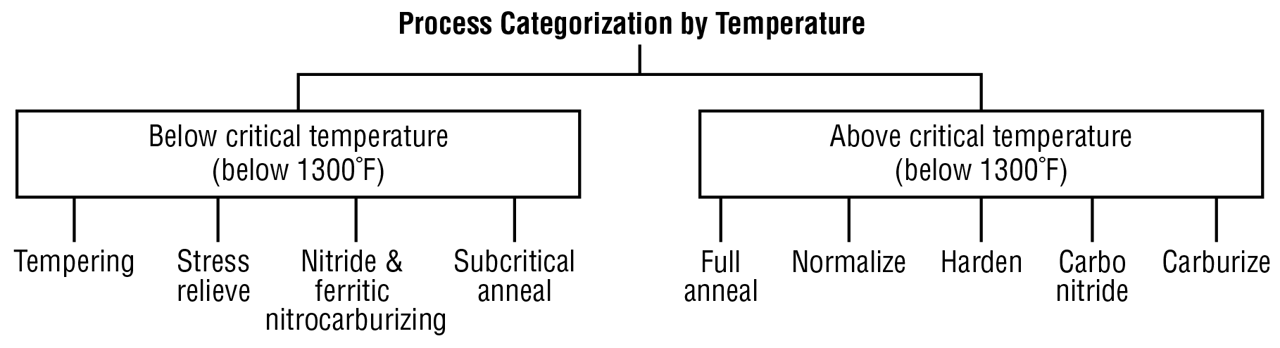
Fig. 5. Process categorization by temperature
Fig. 6. Surface treatments
Summary
If a failure has occurred, the first and (perhaps) most important thing to do is to gather as much of the failed part as possible. Then retrieve all of the events leading up to the part failure, such as environmental conditions, part loading, engineering, material and so on.
Remember, your heat treater is only a phone call away. Remember also that the heat treater sees many issues, suggests many heat-treatment methods and solves many problems.
Talk to the heat treater when you are designing the part, and obtain their input. It could have the potential to prevent and solve many problems before the part gets to the heat-treatment operation.
David Pye
Pye Metallurgical International Consulting
David Pye, 911 Backspin Court, Newport News, Va., is a contributing writer.
He can be contacted at tel: 1-757-968-1007; e-mail: pye_d@ymail.com; web: www.heat-treatment-metallurgy.com.
All figures/graphics provided by the author.

INDUSTRIALHEATING.COM | 90th ANNIVERSARY | SEPTEMBER 2021

SEPT 2021
SEPTEMBER 2021


