Vacuum/Surface Treating
Industrial Brazing with Gold: A Case Study
Alex Pohoata – F & B Mfg. LLC; Phoenix, Ariz.
Experiments were undertaken to develop the best process for brazing Hast X alloy for an aerospace application.
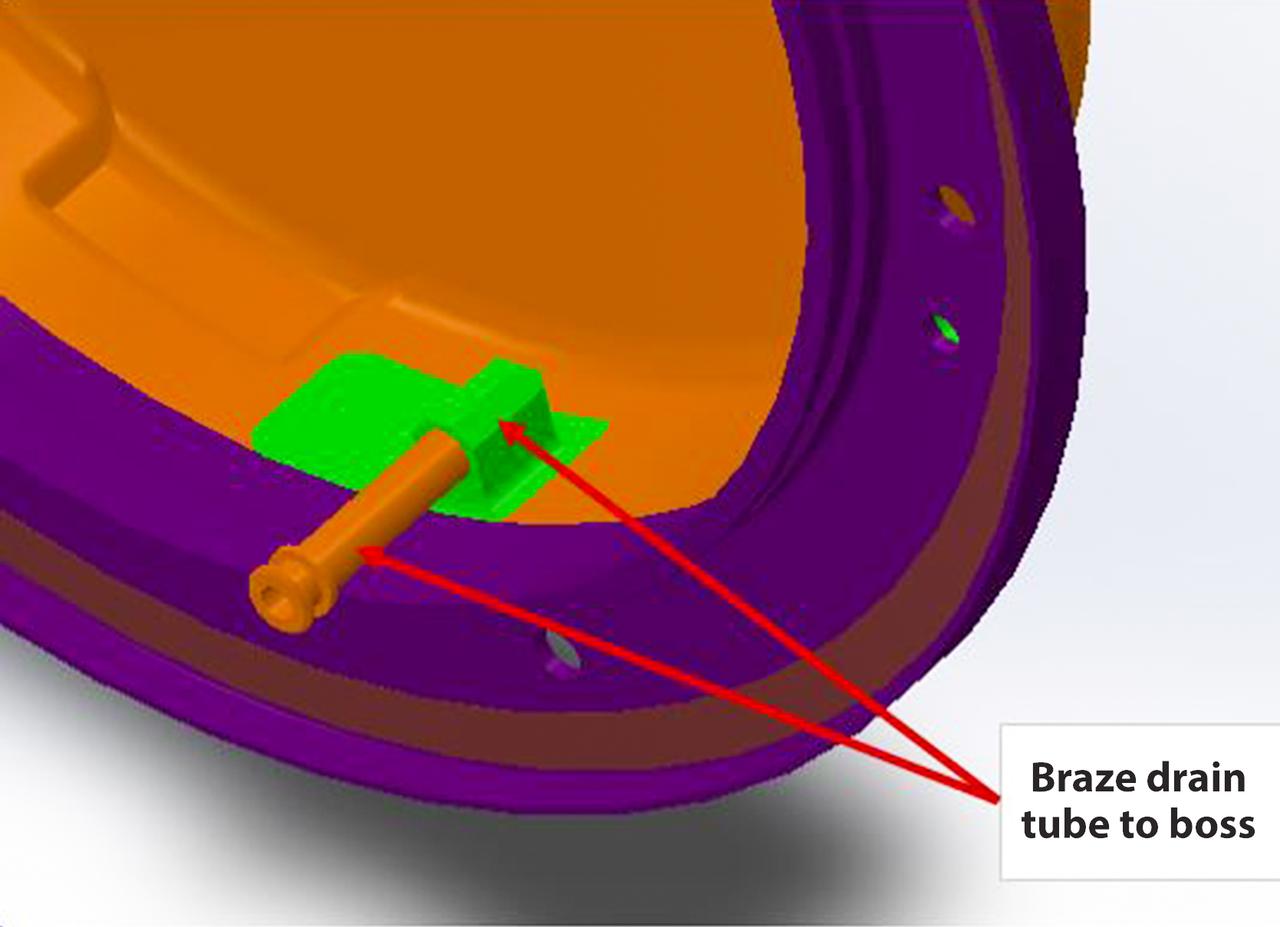
An aerospace OEM needed to have one drain tube brazed into a boss detail as shown in Figure 1. Parts were made of corrosion- and heat-resistant nickel alloy AMS 5536 (Hast X).
The requirement for brazing filler metal (BFM) was AMS 4787. This BFM is a gold-nickel alloy (82Au–18Ni) defined in accordance AWS A5.8 as BAu-4. This alloy can be used as paste of 84-90% weight powder with a mesh (powder granules size) of 140 minimum or as sheet, strip and foil.
Fig. 1. Details to be brazed
Experimental Process
The brazing process took place in a vacuum furnace with a vacuum of 10-5 mm Hg. Cooling was in argon with a dew point of -80˚F. No partial pressure was used. Brazing in a vacuum furnace has the great advantage of complete control of the entire process. The automated furnace controls permit the view of the process in both heat treatment (monitor) and in the office (control). The heat-treating engineer also has computer access.
The easiest application is using paste as filler metal. It does not require a specific shape, and it can be applied in any quantity, as necessary, using a simple syringe. The brazing syringe tips are shown in Figure 2.


Fig. 2. Brazing syringe tips
Fig. 3. Sample parts for brazing

During the brazing development, for simplicity, the actual boss detail was replaced with a cylinder made of the same alloy and having the same hole dimensions as the actual boss (Fig. 3). The draining tube was kept the same. For developing the brazing process, it was decided to use braze sheet in the form of washers (Fig. 4) in addition to braze paste.
All parts were brazed in a vertical position. No tack weld was applied. The clearance between the drain tube and the boss (cylinder sample) was 0.002 inch to the walls. Due to the fact that Hast X base metal contains both aluminum and titanium, the holes were nickel plated per AMS 2403 with a coating thickness of 0.001 inch maximum in order to prevent any oxide formation in the braze joint (i.e., to improve the flow of liquid filler alloy).
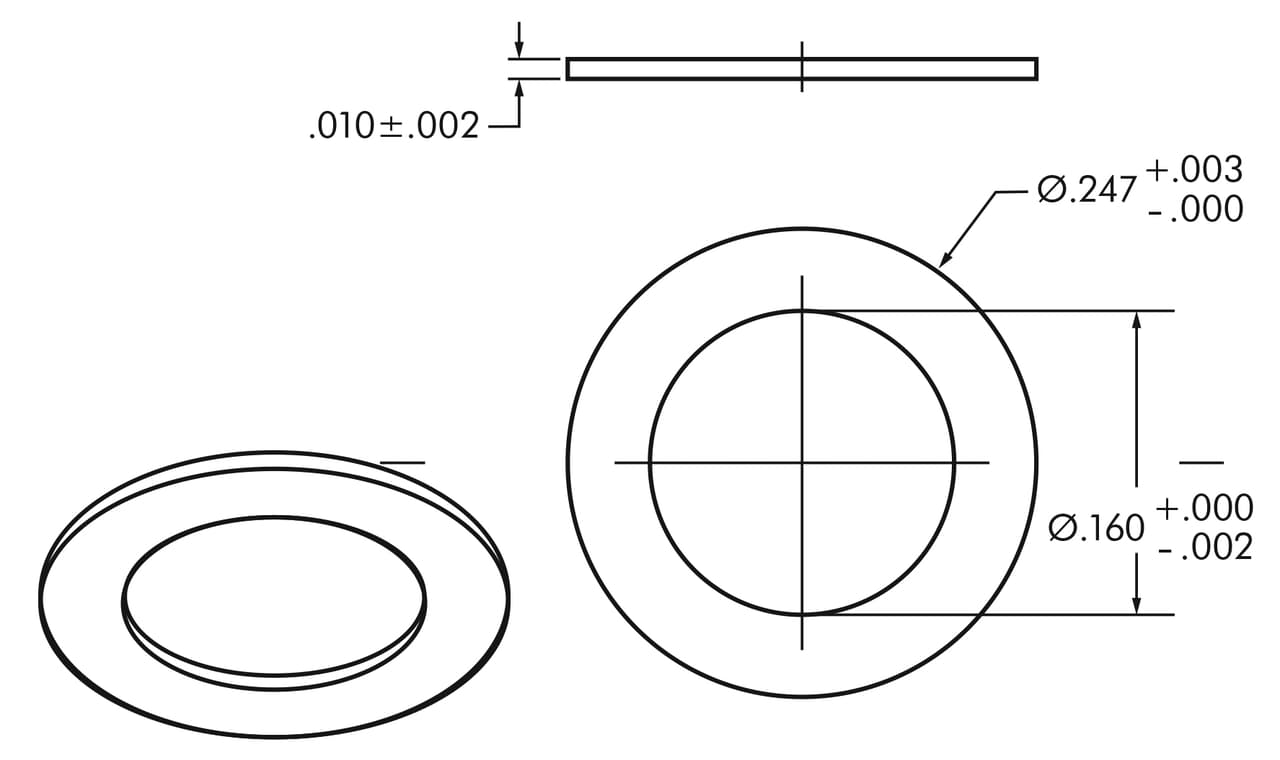
Fig. 4. Filler brazing alloy formed as washer
An initial set of samples was brazed using braze paste applied on top of the cylinder with one sample using four gold washers, also on top. Another sample was brazed upside down with four washers located at the bottom of the hole. All locations are shown in Figure 5.
The transformation temperature solidus-liquidus is 1740˚F for BAu-4. The published literature recommends a brazing temperature for this alloy within the 1740-1840˚F range. This brazing was performed at 1815˚F ± 25˚F.
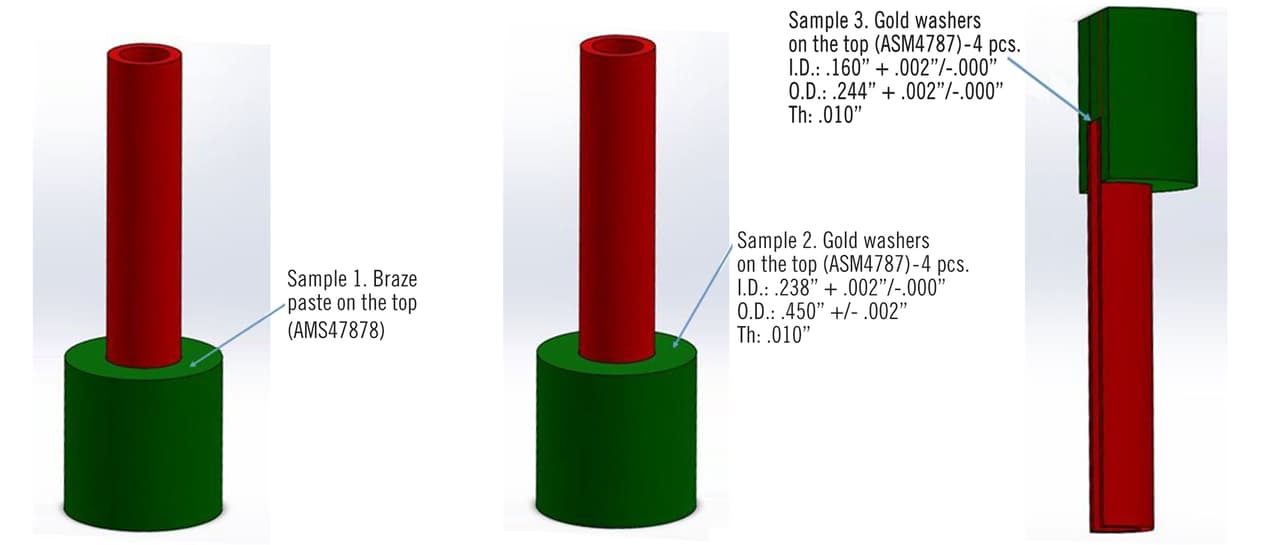
Fig. 5. Graphic detail of brazing positions
Results
The brazed sample using braze paste showed very little flow. The image was taken using an X-ray CT machine (Fig. 6).
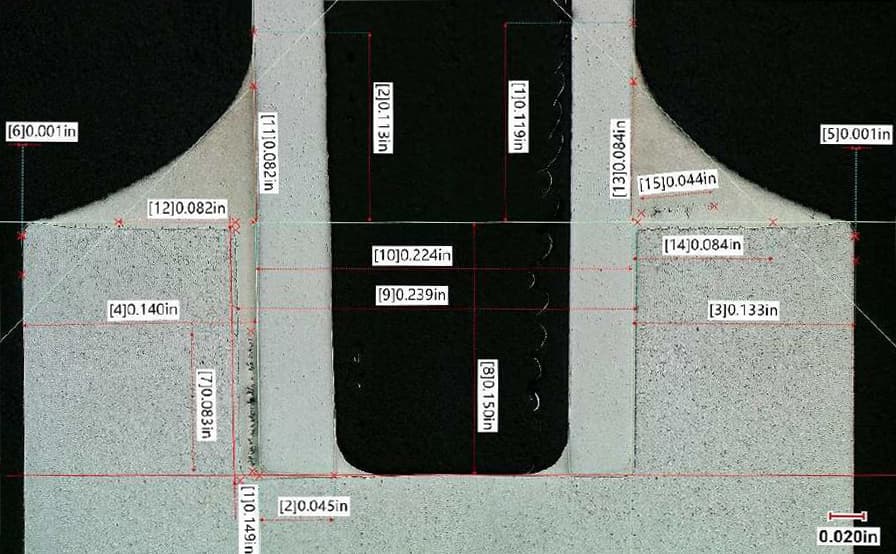
None of the brazed samples using gold washers were capable of acceptable brazing. The BFM was flowing down into the cylinder’s hole, but the amount of voids were excessive (Fig. 7).
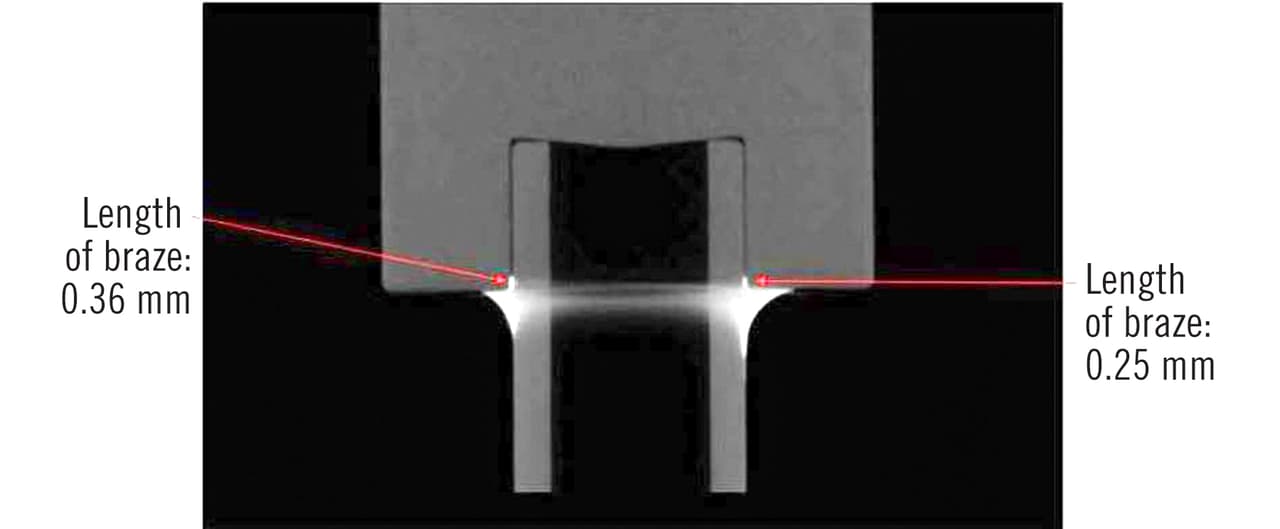
Fig. 6. Sample brazed using braze paste

Fig. 7. Sample brazed using solid gold washers
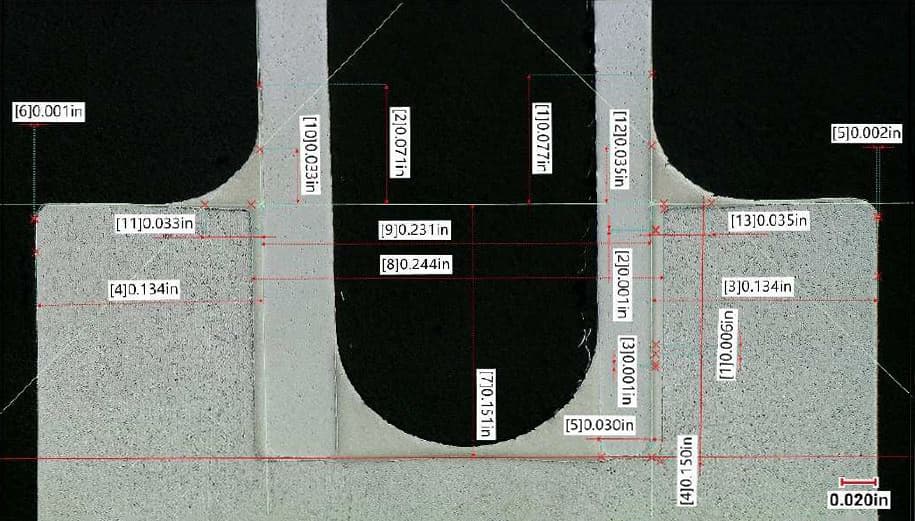
Fig. 8. Brazed with gold paste at 1900˚F
Fig. 9. Brazed with gold washers at 1900˚F
After consulting with various BFM makers, it was decided to try brazing at a higher temperature. The next trial consisted of brazing a sample with braze paste and another sample with four gold washers on top. Brazing took place at 1900˚F.
The sample with the braze paste showed a flow all the way down into the hole. Unfortunately, the amount of voids was excessive. It measured 0.083 inch, and the allowance is 0.020 inch max (Fig. 8).
The sample with the gold washers was finally in accordance with the OEM specification and engineering drawing requirements (Fig. 9).
Conclusions
Brazing with gold has its own peculiarities. Unlike nickel braze or copper braze, the BAu-4 does not flow very easy. In this particular case, when the filler metal is supposed to flow down into a blind hole, the braze paste is not very successful even at a higher temperature.
One very possible explanation is the air is trapped in the pocket hole by the brazed paste, and it cannot produce a uniform braze layer between the two parts to be brazed. This is not the case with solid gold metal, which cannot hermetically plug the hole. Therefore, the air can be extracted out with furnace vacuum. A successful temperature for this type of application seems to be 1900˚F.
For more information: Contact Alex Pohoata, metallurgical/NPI project engineer, F&B Mfg. LLC, 4245 N. 40th Ave., Phoenix, AZ 85019; tel: 602-533-1107; e-mail: apohoata@fbmfg.com; web: www.fbmfg.com.
All graphics supplied by the author.
INDUSTRIALHEATING.COM | 90th ANNIVERSARY | SEPTEMBER 2021

SEPT 2021
SEPTEMBER 2021


