FEATURE
Economic and Ecological Advantages of In-line Adhesive Manufacturing
When looking to save money on energy costs and align a coating/converting operation with the latest environmental impact classifications, companies should consider the benefits of in-line manufacturing of adhesives.
By Werner Hoermann, Owner, Custom Adhesive Technology
In times of rapidly increasing energy cost, and rolling blackouts and brownouts, energy input and waste disposal per product unit have become big concerns among manufacturers. Add to that ever-stricter government regulations regarding carbon footprint, Wall Street valuing companies by their energy use with ESG, and customers requesting low-energy-use products with environmental impact classifications like LEED, it becomes more and more difficult to implement measures to conform to all of these, while at the same time maintaining a profitable enterprise. While there are many, mostly government sponsored, programs out there, most offer only marginal, unproven, or non-existent cost savings. An approach that can realize actual savings is to review the overall production cost of a finished end-product and the energy input into its many components. One such measures is the in-line manufacture of adhesives by the coater/converter.
The Benefits
While water-based and solvent-based adhesives are known to be heavy energy users; even 100% solid hot melt adhesives use a lot of energy–in the melting process; in the transportation to the user; and in the manufacture, transportation, and disposal of its packaging. Based upon the combined cost of packaging, transportation, and energy use during application, up to 20% of the overall cost of hot melt adhesives result from manufacturing the adhesive in a different location from its application. Factoring in the cost from the supplier, manufacturing adhesives in-line generally results in 30% lower overall cost.
The ecological benefits, as measured in carbon footprint, can be measured by the steps and materials that are eliminated by such a change. These include: energy used to re-melt the solid adhesive; energy used in the transportation of the adhesive from manufacturer to user; and energy used to manufacture, transport and dispose of the packaging. Another factor to be considered is the ecological impact of the waste adhesive leftover in drums. The process to capture these savings is a lot less complicated than generally assumed. It involves integrating the adhesive compounding into product manufacturing.
The Process
The following real-life example describes the integration of the adhesive compounding into a coating and converting process for the manufacture of a self-adhering product. If one separates the production process into steps, the typical material flow that includes adhesives manufacturing, would look like this:
- Raw material storage
- Raw material preparation
- Adhesive compounding
- Adhesive filtration into buffer tank
- Adhesive pumping into the coating line
- Application to the membrane
- Application of the release liners
- Rewinding into master rolls
- Trimming and logging into finished rolls
- Shrink wrapping and labeling
- Skidding
- Finished good storage
The only addition to the entire process is in the highlighted elements, which are otherwise conducted at the adhesive manufacturer’s site. Additionally, the outlined process eliminates the existing steps of bringing the adhesive to the coating site, storing it, melting the adhesive–which is stored in drums or other packaging–with specialized equipment, and disposing of the packaging.
Understandably there is some hesitancy among converters to get into the adhesive business, as for most, the “sticky stuff” is something of a “black box.” However, it is a lot less complicated than expected.
Photo courtesy of SolStock via the E+ Collection on gettyimages.com
The Equipment
The first step when considering an in-line adhesive process is to evaluate the project requirements and costs. The following is an assessment that preceded the actual implementation of the process.
The first step will be the calculation of the capacity design of the adhesive manufacturing unit. Since such a unit needs to be synced with the demands of the coating line, it is a simple calculation of line speed x coat weight x width of adhesive layer. In this case it was 70’/min x 5oz/y² x 5’, which equals a demand of 730 lb/h.
Next we needed to calculate the manufacturing time per pound of adhesive. An experienced adhesive formulator will be able to design the recipe according to desired adhesive properties. This will help determine the most efficient compounding equipment and compounding procedure. The choice of equipment is then a function of the ingredient form, order of addition, and viscosities encountered during the compounding process.
While a twin screw extruder (for a composition of two or three ingredients) or mixtruder (if more than three ingredients) are needed for highly filled, high-viscosity compounds above 100,000 cps (at 350 °F), a reverse pitched double helix is the most effective choice for viscosities from 3,000 to 60,000 cps, which is the typical range of SBC-based PSAs or butyl hybrids. A twin screw extruder output can match the coating line demand in a continuous process and would be sized as such; however, the mixtruder and the double helix are batch processors, so it is best to run two in tandem, which avoids interruption in adhesive supply to the coating line during the compounding process. An additional option is to interject a buffer tank of at least double-batch size between the compounding unit and the coating line, which then draws the adhesive supply from the buffer tank. The adhesive we identified as being best for the finished product in the case presented had a coating viscosity of 28,000 cps at 350 °F, so it fell into the double helix sweet spot.
We calculated a processing time of 5.5 hours for a 2,200 lb (400 lb/h) unit, 4 hours for a 1,600 lb (400 lb/h) and 7 hours for a 3,000 lb mixer (428 lb/h). Since product quality is affected by the length of the batch time, we opted for a two (2) 1600 lb double helix mixer setup, with a supporting preheat tank for the liquids and a 4,000 lb buffer tank to add more flexibility. With this basic setup, we could produce 800 lb/h of adhesive to match the demands of the coating line. The batching process of the two mixers was staggered, so that one operator could service both mixers and one set of auxiliary equipment, such as filtration, pumps, vacuum, and liquid addition, was sufficient for both mixers.
It is possible to fully automate such a process, however, this becomes increasingly difficult the more ingredients the formula contains. Each ingredient has a specific point of addition and requires different transport equipment, so automation and control of 11 separate feed streams (as in this case) becomes a space and synchronization problem, besides being capital intensive, so that we opted to start with manual addition of the major ingredients, with the exception of the liquids.
To control the all-important shear phase for a rubber-based PSA, we specified hydraulic motors, which have the distinct advantage of matching the shear forces executed within the vessel to the varying viscosities of the compound during that phase.
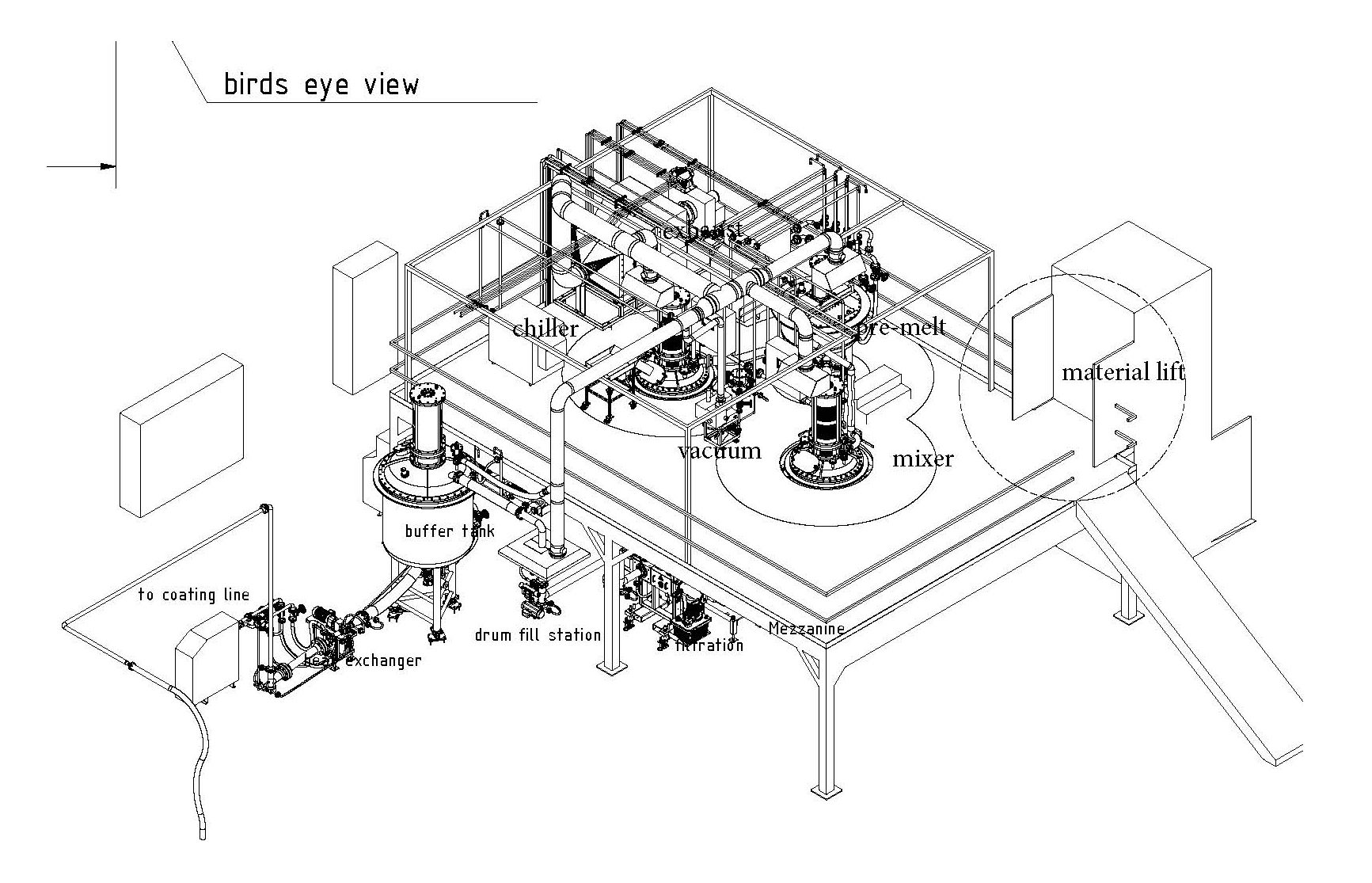
The setup required some important auxiliary equipment that helps to produce a top-notch product, such as raw material prep equipment like rubber grinders and bale cutters, a vacuum to remove air entrapped in the adhesive compound, fine filtration to remove any potential contaminants, a drum fill station to draw off product for intermediate storage or rework, as well as a heat exchanger to allow for the storage of the adhesive in the buffer tank at lower, more product friendly temperatures if the need arises. The heat exchanger can also facilitate a quick increase of product temperature upon delivery to the coating line. The heating of the vessels can be done either via gas-fired hot-oil equipment or via individual electric temperature-control units. We opted for electric controls, since the different demands of all the different circuits (mixers, storage vessels, piping, heat exchanger, filtration, pumping, etc.) would require a very complicated valving system with added chillers to operate from a single gas-fired hot-oil unit, for only minimal energy savings.
The operation takes place on a mezzanine platform, which allows for a predominantly gravity-flow process, eliminates the need to install drain valves at the low points of the piping, and speeds up the pumping of the finished product into the buffer tank.

Figure 1. Drawing of a typical in-line adhesive compounding unit
The Economics
For this setup, we can calculate the overall capital investment, as well as space, power, and personnel need upon which to base our cost of operation and construction timeline, as well as getting our raw material cost structure set.
Our typical calculation of the savings achievable by utilizing this process vs. purchase of adhesive would look as follows:
Operational savings:
- Cost savings after operating cost of the compounding unit vs. adhesive bought in drums: 25%
- Cost per pound of purchased adhesive: $3.00 savings–$0.75/lb or $547.5/h
- Cost of installed unit: $1.7 million
- Investment recovery: 3,105 net operating hours or 65 million sq ft of coated product
Carbon footprint savings (calculated on investment recovery period):
- 7,555 hours of drum melter operation
- 10,000 gal of diesel fuel for 58 truckloads of adhesive (based upon average 1,000 mile distance)
- 3,500 gal of diesel fuel for 22 truckloads of packaging (siliconized 55-gal fiber drums)
- Manufacture and disposal of 6,126 siliconized fiber drums
We are well aware that this calculation will differ from project to project and may not fit all potential applications, but for most coating operations, it is worthwhile to consider in-line adhesive manufacturing as a way to increase profitability and to conform to societal demands for lowering one’s carbon footprint.
To learn more, visit www.customadhesivetechnology.com.
Opening image courtesy of vm via the E+ Collection on www.gettyimages.com.
SEPTEMBER 2022
