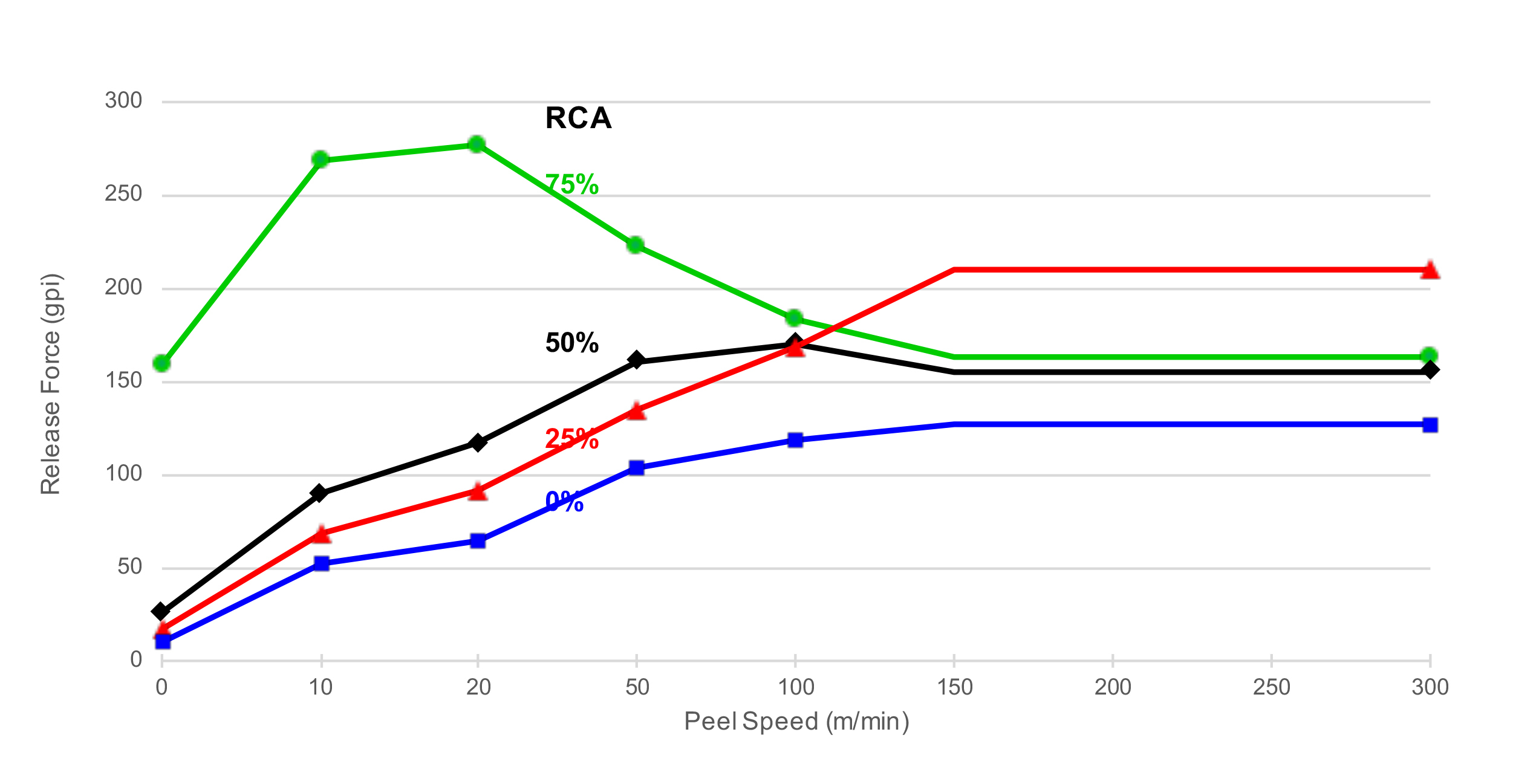
Figure 1.
Effects of vinyl reactive RCA Type A on short linear polymer with copolymer crosslinker over a range of speeds
The interface between silicone release coatings and the adhesives applied onto them are influenced by several factors. Some of these factors include the physical and surface properties of the release liner, the silicone release coating surface and the adhesive, the chemical nature of the interfacial surfaces, and the relaxation state of the silicone at the time of adhesive coating. Release control additives (RCAs) are used across multiple release coating chemistries and delivery options, from solventless thermal (platinum-catalyzed addition cure), emulsion, solvent, and UV curable technologies. This article explores methods to create a differential release force by changing and modifying RCAs.
Silicone coated release liners, both filmic and paper, are a part of the total label construction. Liners are used as a carrier to transport the roll without causing the roll to block, to protect the adhesive from contamination, to prevent the adhesive from attaching to objects prior to end use, and to hold the label or tape in place from the label or tape manufacturing step through printing and converting to final application. Some applications call for a low release force, some require a high release force, while other applications require a high/low differential release when dual-linered adhesive films or double-sided tapes are needed.
Typically, silicone polymers provide a low release force against most adhesives. In applications where the release force needs to be modified, RCAs, also called controlled release additives (CRAs), can be used. RCA polymers are made of the same building blocks as silicone polymers, but instead of being a linear chain polymer, the resin, formed under very controlled conditions, creates a three-dimensional structure, resembling linked “balls” or “cages.” These resins exist in different formats, for example, vinyl groups embedded into the structure’s surface (most common). Other RCA resin formats exist with hydride functionality or have no functionality.
One common theory of how RCAs affect release is these resins form a network of domains (“cages”) across the surface of the release coating, and depending on delivery method, process, and resin type/formulation, either agglomerate into larger particles, or stay separated as discrete smaller particles widely dispersed across the surface. The different resin structures affect functionality and cage size, which lead to different attraction sites at the interface. Changes in release forces are observed from the variations in the chemical structure, size, efficacy, and reactivity of the underlying silicone resin used in the RCA’s structure.
When RCAs are used, a percentage of these “cages” appear on the surface of the coating and become available at the silicone/adhesive interface. These “cages” act as magnets attracting the adhesive. The adhesive attaches to the “cage,” creating a bonding site that holds the adhesive to the release liner and increases the amount of force required to separate the adhesive from the liner. As the resin percentage increases, the number of “cages” at the surface follows suit, thereby showing an increase in release force. The effect follows an exponential or polynomial increase curve.
In the platinum addition cure mechanism, the vinyl groups react with the hydride groups of the crosslinker, in the presence of a platinum catalyst and heat, to form a three-dimensional crosslinked network. RCAs will tie into this polymer network, depending on the structure and functionality. This combination exhibits a high impact in peel force on low peel speeds at high loadings of RCA. As the peel speed is increased, the impact seen may be in a reduced peel force.
RCAs used in platinum-catalyzed emulsion release coatings have the extra step of emulsification. To make emulsion-based products, the silicone polymers and resins are encapsulated with surfactants and modifiers to allow for suspension within the aqueous base. The process is designed to deposit the silicone release coating as a layer with different particle sizes. These particles are interspersed in the formulation during the coating process and deposited onto the substrate surface. The coating becomes a homogeneous and uniform layer after the thermal curing step. This article will not cover emulsion-based products.
Due to differences in the available adhesives, thicknesses, and characteristics, pre-determining the impact and attraction level between the adhesive, release coating, and RCA loading is difficult. Common trends or behaviors can be used to determine the initial selection of the RCA. All results should be tested and verified for any given application.
Trial Samples
The lab data collected in the following depictions and graphs were prepared by mixing the ingredients to a standardized formulation using a combination of silicone polymers, crosslinkers, platinum catalysts, and release-control additives. Samples were coated onto a supercalendered Kraft (SCK) paper on a pilot coater and cured by thermal ovens to reach a cure state identified as <5% extractable silicone, a common industry standard. Release force testing of the various samples was performed using tesa® 7475 acrylic tape under various aging conditions. Coating the adhesive directly onto a silicone coating versus laminating a cured adhesive onto a pre-siliconized liner also affects release.
After aging the trial samples 24 hours at room temperature (RT), the full interaction between the acrylic adhesive tapes and the various RCAs may not be formed. In this case, when tested at a peel speed of 12 inches per minute (ipm), depending on what RCA type is used, release forces range from 8 grams per inch (gpi) at 0% RCA to 160 gpi at 80% RCA. When samples are aged at an accelerated rate, 70oC, 20 hours, (representing 1 month ambient), a greater response between the adhesive tape and the RCA/silicone blends is seen. Larger jumps in release force are realized at the higher RCA loadings ranging from 22 gpi at 0% RCA to 340 gpi at 80% RCA.
When testing these same systems at a higher peel speed (300 ipm), a stronger response and interaction occurs even after 24 hours aging at RT. Results range from 22 gpi to 340 gpi, 0% to 80% RCA. When the samples are placed into accelerated aging conditions, the 300 ipm peel speed shows release forces from 37 gpi to 570 gpi, 0% to 80% RCA. The interaction between this acrylic-based tape and the low- and medium-reactive RCA modifiers has a higher effect compared to other types of adhesives.
The evaluation of these release control additives includes determination of optimal loading of each component, the impact of formulating with linear short- versus long-chain vinyl end blocked (VEB) or vinyl end stopped (VES) functionality base silicone polymers, and the effects of peeling (or converting) speeds on each. VES silicone polymers have reactive vinyl groups at the end, or terminal position, of the silicone chain. Multi-functional (MF) polymers are silicone polymers with reactive vinyl groups at the end of the chain, as well as on the side of the chain.
To better understand how this information can be used for application-specific release values, the following graphs compare the short- and long-chain silicone polymers with release force, different peel speeds, and %RCA loading. The graphs represent data taken from one RCA, Type A, and one acrylic test tape, tesa 7475. When observing the differences between the short chain VES and longer chain VES compared to the longer chain multi-functional, these differences over a range of speeds and %RCA loading demonstrates the need to consider the combination of adhesive type, silicone type, and RCA for an application as a function of peel speed.

This combination, illustrated in Figure 1, exhibits a high crosslink density due to the short chain VES effects and exhibits a high impact on low peel speeds at high loadings of RCA. As the speed increases, the effect on the release force may be a reduction at higher RCA loadings.
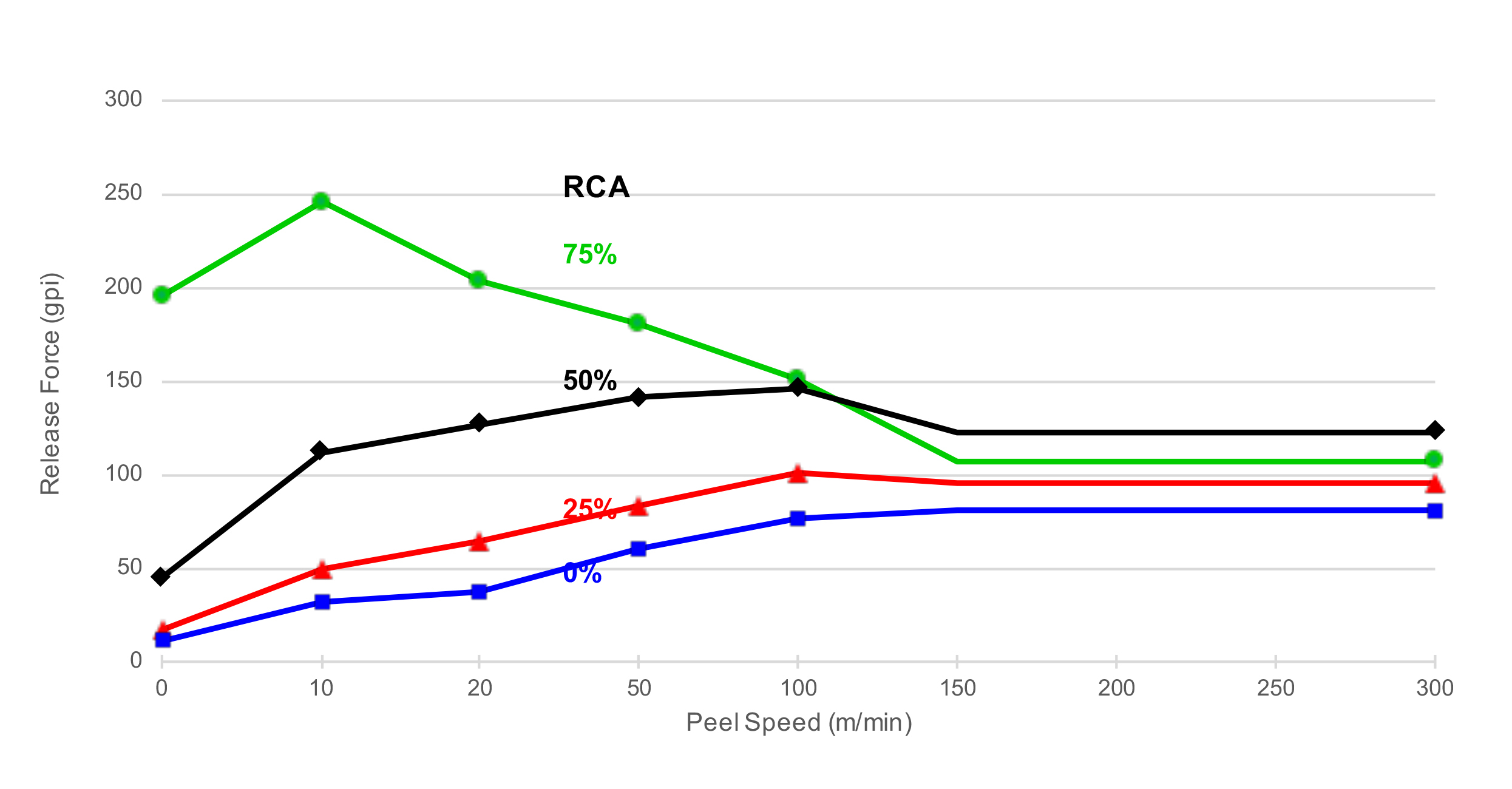
The elongation of the silicone chain due to the less crosslinked nature of the long chain VES release coating combined with the adhesive/RCA interactions at the surface give a higher response at both the low and high peel speeds, as shown in Figure 2.
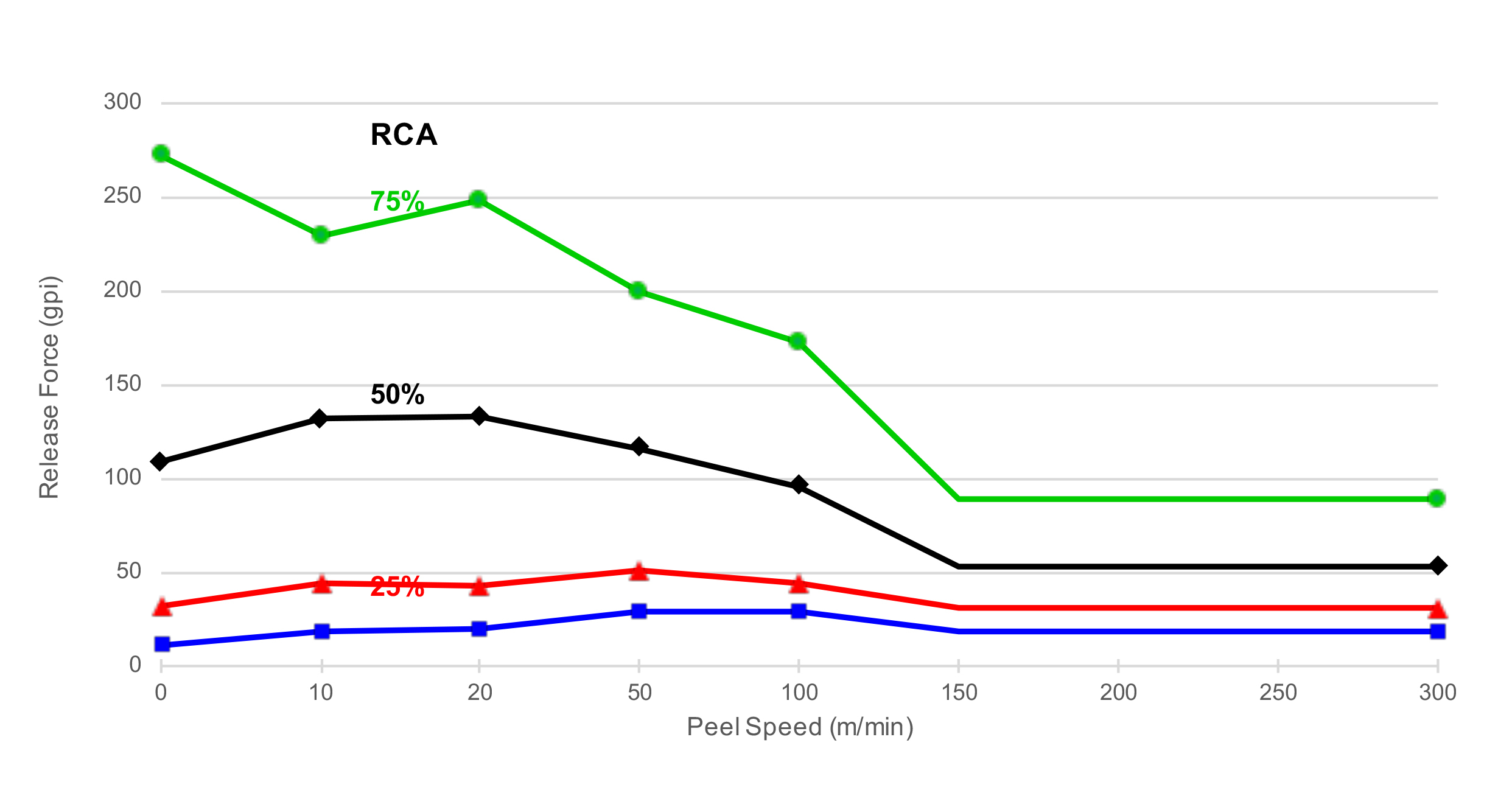
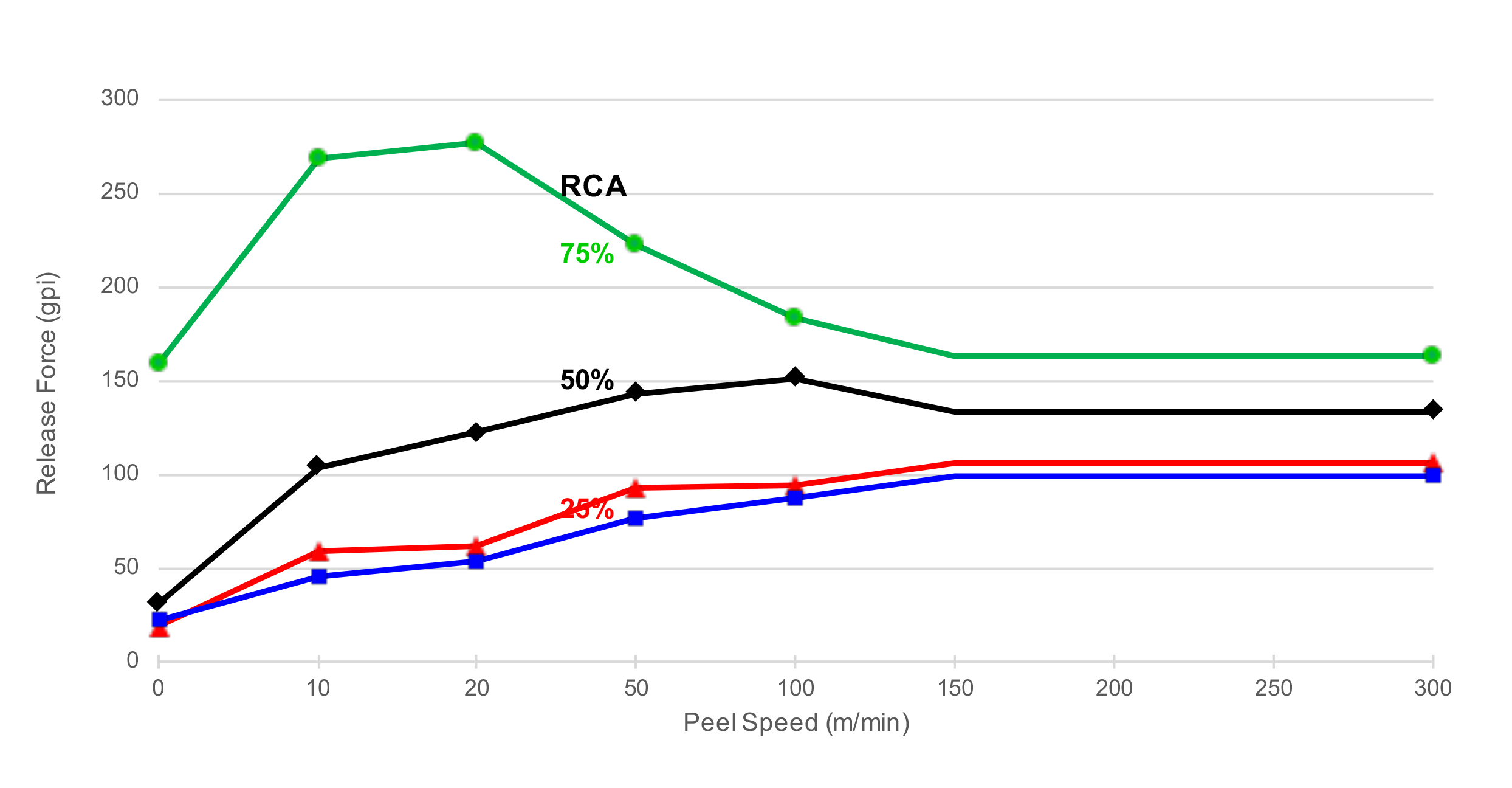
The change in adhesive type can have a large impact on the interactions between the adhesive and the RCA on the surface, combined with the crosslink density and flexibility of the silicone layer itself. For comparison purposes, the graphs in Figure 3 and Figure 4 demonstrate how a different adhesive type, acrylic versus natural rubber, and peel speed can affect the release force required to separate the adhesive from the liner.
Silicone RCAs play a critical role in the application when targeting a specific release value. In some cases, these can be substituted by evaluating the efficacy and efficiency between the available RCA options but may require formulation modifications to achieve the desired release force.
Achieving the optimum release with the specified adhesive, silicone release system, and substrates requires an understanding of how these interactions work synergistically. Knowing how release control additives affect release values can help guide formulators when choosing systems and keep away from those sticky situations in the end-use application.
Learn more at www.elkem.com.
Images courtesy of Elkem.