Conveyors
By Jim Camillo // Senior Editor // camilloj@bnpmedia.com
With the right conveyor, manufacturers can greatly improve their assembly, part feeding and packaging processes.
Conveyor Case Studies
Photo courtesy Evening_T, iStock / Getty Images Plus
Conveyors do more than simply move parts from point A to point B. They serve as the backbone of an assembly line, and, as such, help manufacturers move forward on their road to success.
Regardless of whether conveyors use belts, chains or rollers to move materials and products, these essential machines are designed to provide years of reliable service. A well-designed conveyor system can increase efficiency, improve productivity, and minimize damage to parts and assemblies. State-of-the-art conveyors also feature servomotors and controls that immediately adapt belt speed to match the required flow of products, as well as save energy.
The Conveyor Equipment Manufacturers Association defines more than 80 types of conveyors that are specified by load capacity, rated speed, throughput, frame configuration and drive location. The following case studies represent excellent examples of how manufacturers are using conveyors for parts feeding, product transfer and packaging processes.

Master Movers of Lock Components
Master Lock Co. operates more than 20 Dorner conveyors at its main plant in Oak Creek, WI, including one to move lock parts (left) and a cleated conveyor to move uncut brass keys. Photos courtesy Dorner Manufacturing Corp.

Fanfare around a company’s 101st anniversary may not match that of its 100th, but the Master Lock Co. doesn’t mind. It is simply too busy being the world’s largest manufacturer of padlocks and related security products for the home, automotive, campus, power sports, bike and storage security markets.
Founded in 1921, the company relies on dependable workers and precision equipment to make thousands of locks every day at its main plant in Oak Creek, WI. Among that equipment is about 20 Dorner Manufacturing Corp. conveyors that consistently move lightweight steel shackles, plugs and tumblers.
Through the years, Master Lock has used Dorner conveyors ranging from the 2100 and 4100 series, to the more modern modular plastic belt (MPB) and 3200 Series. Even the Slug-o-Matic, an 8-foot-long, 2-inch-wide blue model from the early 1970s, is still in operation. This conveyor was originally designed to remove small slugs from tight places inside stamping presses.
Each of the 3200 series models moves uncut brass keys to vibratory feeder bowls for cutting. Standing almost upright from the floor, the 8-foot-long, 6-inch-wide cleated conveyor moves the keys from a holding bin to a chute.
There, they drop into a bowl to be separated and positioned for cutting. A clear plastic shield covers the length of the conveyor to prevent dirt and debris from coming in contact with the keys.
In the finishing room, an 8-foot-long, 12-inch-wide 2200 conveyor moves freshly painted padlock dials to be stacked and dried. An employee sits alongside the conveyor, visually inspects each dial and applies touch-up paint as required.
Master Lock uses the MPB to move U-shaped shackles a distance of 7 feet to a station for heat treating. The MPB is 10 feet long, mounted on a stand about 6 feet in the air to keep employees safe, and durable enough to resist cuts and withstand harsh environments.
Overall, Master Lock runs three shifts, six to seven days a week, with the conveyors operating around the clock. The machines are virtually maintenance free, aside from periodic belt changes and bearing replacements. When maintenance is required, the company sources its bench stock of common replacement parts to minimize conveyor downtime.
For more information on these conveyors, call 262-367-7600 or visit www.dornerconveyors.com.
Feeding Parts With Triple Flexibility
Integrator Plastimation developed this system for a manufacturer to help it feed and recirculate parts. Graphic courtesy mk North America

Integrators would be lost without conveyors, as Torrington, CT-based Plastimation will attest. Last year, the company asked mk North America Inc. to provide three GUF-P 2000 conveyors for use in a custom system that feeds and recirculates parts.
Kate Nadeau, marketing manager at mk, says one model is configured for incline feeding, while another model features an LED light panel mounted into the support frame, and the third performs standard linear transfer of parts.
The incline conveyor features a cleated belt and a direct-drive motor mount, whereas the back-lit conveyor has a white, translucent belt. Each model comes with custom guarding, and is primarily constructed of 50 series T-slot aluminum extrusion.
“The GUF-P 2000 is highly versatile and can be configured in thousands of different ways,” notes Nadeau. “It seamlessly integrates into this system’s support frame, which is constructed of mk’s 80-millimeter-square heavy-duty extrusion.”
The guarding uses 40-millimeter-square extrusion. Guarding panels are clear polycarbonate, and include cutouts that allow for various parts chutes to pass through. In addition, the system is mounted on heavy-duty, high-performance casters that enable mobility. Several swinging doors optimize worker access.
During operation, parts get manually loaded into a hopper and incline up the first conveyor. The parts move a short distance, then drop off the end of a 90-degree corner onto the back-lit conveyor. There, a vision-guided robot picks up one part at a time. Parts not picked up are then briefly transferred on the linear conveyor before dropping off a 90-degree corner back into the hopper of the first conveyor.
Plastimation easily modifies any conveyor as needed for each application, says Nadeau. The integrator also likes having the freedom to choose from various LED light panel sizes to find the one that best fits the part or parts being fed.
Nadeau points out that mk has since made several other flex feed systems for customers. In one version, the back-lit conveyor is replaced by a standard conveyor having a light blue belt for use with a dark product.
For more information on feed conveyors, call 860-769-5500 or visit www.mknorthamerica.com.
From Clean Room to Warehouse and Back
This center airlock-enclosure conveyor isolates each package as it moves between load and unload conveyors. Photo courtesy Performance Feeders

Clean rooms are often as important as conveyors when it comes to medical device manufacturing. Performance Feeders Inc. was fully aware of this some years back when it built two custom conveyor systems for a large medical device manufacturer.
“The in-feed system moves empty packages from a warehouse into a clean room for filling with product,” explains Greg Pflum, president of Performance Feeders. “The out-feed system moves filled packages back into the warehouse for storage and shipment.”
Each system features load, unload and airlock-enclosure conveyors. Workers place packages on the load conveyors, and retrieve them from unload conveyors, with the airlock enclosure isolating each package as it moves between them.
Pflum notes that each airlock enclosure is designed to prevent contaminated air from entering the clean room. An air knife over the enclosure’s entrance door is automatically activated when that door is opened, ensuring that air neither enters nor exits the enclosure. It is also pressurized with filtered air to purge any contaminants before a package is allowed to exit.
“All of the conveyors feature anodized aluminum and stainless steel construction, and FDA-approved urethane belts,” says Pflum. “Cleats on the belts feeding into the enclosures maintain proper package spacing.”
Buttons on each side of the in-feed system allow the operator to initiate indexing after the conveyor is loaded with empty packages. Stop buttons are present as well on each side, in case of an emergency.
At the entrance side of each enclosure is a photoelectric sensor that detects when the packages are ready to move into the enclosure. A separate sensor at the exit point works similarly.
After an empty package goes through the enclosure and arrives in the clean room, it lands onto a table where it is retrieved by an operator. When position sensors on the table sense that it is empty, the conveyor system is automatically activated and sends more empty packages.
Filled packages are transferred to the warehouse on the out-feed system. Its key feature is a foot-operated mechanism that the operator uses to compact each package prior to storage.
Both systems come with a beacon light that continuously indicates their operating status. An exclusive feature of the out-feed system is adjustable stainless steel side rails on the load and unload conveyors.
For more information on clean room conveyors, call 813-855-2685 or visit https://performancefeeders.com.
Pallet-Transfer System Advances Student Knowledge of Assembly
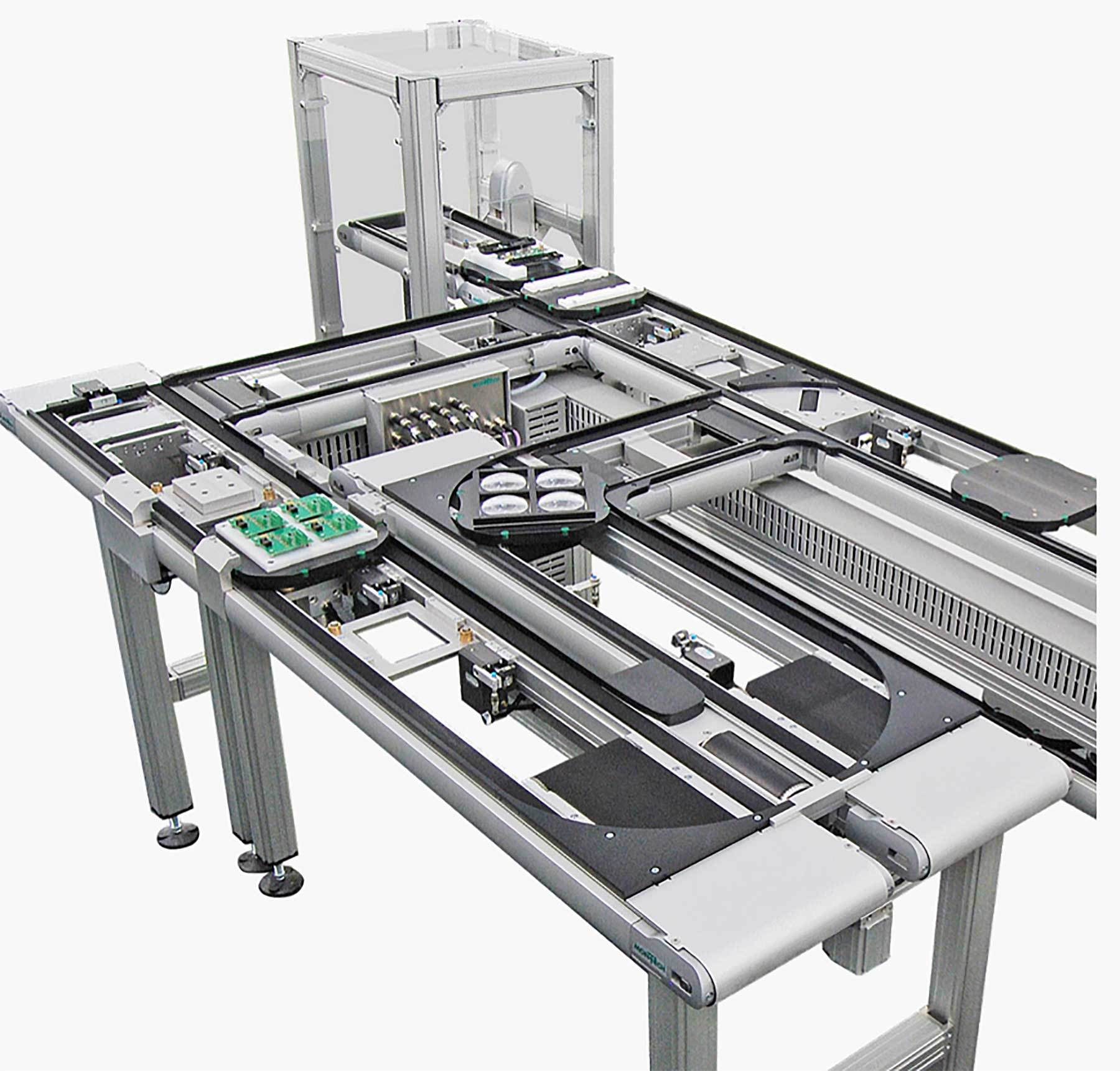
The integrated motor and compact, streamlined design of the L40 pallet-transfer system allow it to be used in confined spaces. Photo courtesy Montech AG
Nothing beats hands-on experience as a way to teach engineering students about the real world of manufacturing. Knowing this, leaders at the Polytechnic University (PU) in Milan, Italy, recently asked Modena, Italy-based Metal Work Service S.r.l. (MWS) to find an automotive manufacturer willing to build a demo production line that shows PU students how components are assembled.
MWS, in turn, reached out to Brembo S.p.a, which agreed to participate. Established in 1961, Brembo specializes in making automotive brake systems for high-performance cars, motorcycles and industrial vehicles.
The company initially supplied parts to Alfa Romeo and Moto Guzzi in the 1960s. It has been supplying brakes to BMW, Chrysler, Ferrari, Mercedes-Benz, Nissan and Porsche since the 1980s.
According to Jacopo Mora, automation department manager at Metal Work Service, the specifications for the demo production line were quite complicated. Brembo wanted it to be preassembled and pretested, and include only four processing stations to illustrate complete part assembly. The line also had to fit in a small footprint, and be clean, attractive and well-maintained to show students the importance of maintaining a line’s aesthetics as well as its functions.
“All of these requirements were difficult to meet, but Montech Conveyor Corp. rapidly delivered a custom L40 pallet-transfer system that fit [Brembo’s] needs,” says Mora. “The system provides impressive results along the entire [production] line.”
Pallets on the line feature three stoppers at each of the four processing stations. This enables student operators to stop and rotate the pallets at each location. The stoppers also make it possible to carry out the same procedure on multiple parts on a single pallet there.
Mora says Brembo likes the L40’s integrated motor and compact, streamlined design that allow it to be used in confined spaces. The L40 also effectively transports small items.
Pallets on the L40 come in six sizes: 7.87 inches square, 7.87 by 9.44 inches, 9.44 inches square, 9.44 by 12.59 inches, 12.59 inches square, and 12.59 by 18.89 inches. The maximum load of each size, respectively, is 15.43, 18.51, 18.51, 24.69, 24.69 and 37.03 pounds.
Integrated brushless 24V motors allow for pallet speed and direction changes using digital and analog signals. The system’s positioning unit press force is 1,000 newtons.
For more information on pallet-transfer systems, call 704-659-2187 or visit www.montech.com/us/en.
Meeting the Challenge of a Million-Pound Pull
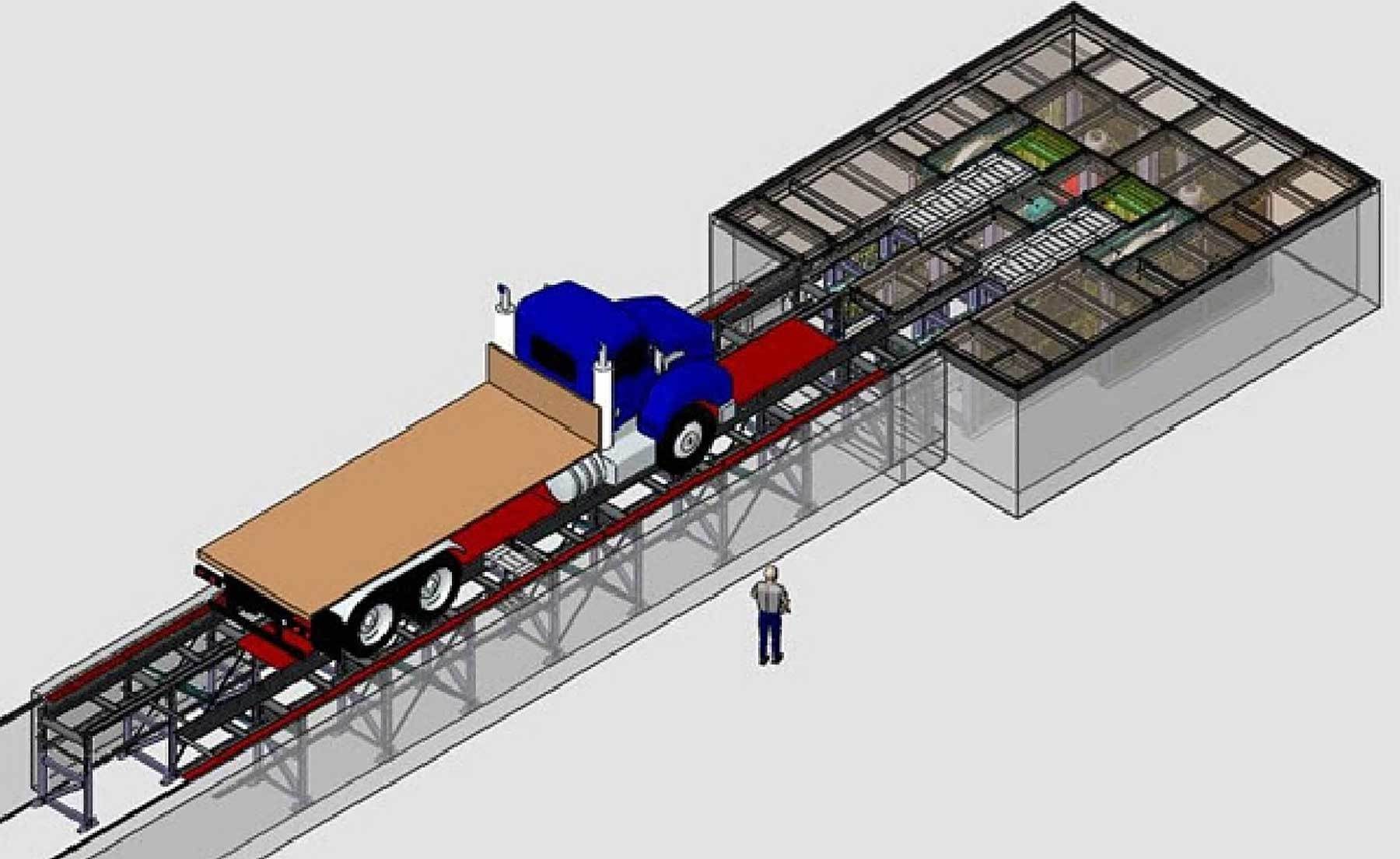
This dual-lane, in-floor slat conveyor moves at a speed of 0.75 to 2.25 fpm. Graphic courtesy Industrial Kinetics Inc.
The list of conveyor types used in manufacturing is quite extensive. One of the lesser-known types is the slat conveyor, which uses a motor-driven train to cycle a loop of slats, rather than a belt, to move product. The slats are typically made of plastic or metal, and can be built with unique shapes.
A major advantage of these conveyors is their rigid, flat surface, which is ideal for heavy or hot products not recommended for use on rollers or belts. The conveyors come in a range of speeds and widths, and have optional side railings to guide materials. They are also a good choice for hazardous and high-temperature environments.
Industrial Kinetics Inc. has been making single- and dual-lane, in-floor slat conveyors for the past several decades. Recently, the company provided a dual-lane unit for a large vehicle manufacturer.
Running 900 feet long, the conveyor pulls a total of 1.27 million pounds of material: 500,000 pounds of dual-strand chain and 770,000 pounds of vehicles.
When running continuously, the conveyor moves at a speed of 0.75 to 2.25 fpm. Custom control features optimize operator visibility and safety throughout the application.
Another type of conveyor made by Industrial Kinetics uses overhead pallets. This machine helps a different vehicle manufacturer more efficiently deliver materials to four parallel assembly lines.
Before installing this conveyor, the company delivered and removed material by forklift near the end of each assembly line. This resulted in high cycle times, labor costs for material transport, and traffic in narrow aisles.
With the pallet conveyor system, inbound and outbound conveyors are positioned perpendicular to the midpoint of the assembly lines at the receiving dock. As pallets of assembly parts accumulate, one pallet at a time is elevated to an overhead conveyor loop.
The pallet eventually reaches one of four elevators, which lower the pallet to ground level so it can be picked up by a forklift. The elevator automatically accumulates inbound packing materials and empty pallets, resulting in the elimination of one 2,000-foot forklift trip per pallet.
For more information on slat or overhead-pallet conveyors, call 630-655-0300 or visit www.iki.com.
July 2022
