


Process Control & Instrumentation
ozgurdonmaz/iStock / Getty Images Plus via Getty Images
Four Low-Cost Suggestions for Boosting Furnace Efficiency
Ron Heintskill – George T. Hall Co.; Anaheim, Calif.
Taking these four preventive measures brings uniformity and reliability to heat-treat processes.
Today’s manufacturers are feeling the pressure of increasing costs in a variety of ways – from more expensive raw materials to rising energy prices to higher costs to maintaining aging equipment. When these pressures are coupled with other global factors, such as supply-chain delays and labor shortages that impact operations, most manufacturers need to get more out of their existing equipment. This is especially true for manufacturers that rely on energy-intensive heat treatment as part of their processes.
This article offers four fairly simple recommendations to improve productivity, energy usage and profitability that involve tweaking sources of minor inefficiencies rather than investing in projects that require significant capital expenditure.
Recommendation 1: Improving Fuel-to-Air Ratio
When thinking about ways to improve fuel-to-air ratio, let’s first look at one of most important, yet frequently neglected, components of a fuel-fired heat-treat furnace’s combustion system: the combustion blower and its filter. Most people know that their home heating and cooling system has a filter that should be replaced regularly to continue operating efficiently. In the industrial workplace, however, the combustion blower’s filter is often forgotten.
This is a problem because a dirty combustion blower filter can cause the entire furnace to heat inconsistently and inefficiently – using more energy, producing more emissions and, ultimately, impacting profitability (Fig. 1). Therefore, routinely checking and cleaning this filter should be a priority item on your preventive maintenance list.

Fig. 1. A dirty combustion blower filter can cause the entire furnace to heat inconsistently and inefficiently, using more energy, producing more emissions and, ultimately, impacting profitability.
To alleviate the issue of neglecting this maintenance item, you can systemize when to perform a filter check. This can be done by installing a pressure differential switch from the blower inlet to the blower outlet and electrically wiring the switch so that it provides a notification, or “dirty filter alarm,” when a drop in air volume occurs and impacts burner operations.
To create the setpoint for your “dirty filter alarm,” install a clean filter and operate your burner system at maximum input. Next, using a piece of paper, slowly restrict the airflow through the filter until you see a degradation in burner performance. Just prior to that point of degradation in burner performance, set your pressure switch to initiate the “dirty filter alarm.” When this alarm is triggered, it will signal your maintenance team to perform the required filter cleaning or replacement, keeping your burner system operating as designed.
Another way to improve your system’s fuel-to-air ratio is to consider replacing the traditional butterfly control valves connected to actuators via mechanical linkage with new-style, direct-coupled adjustable port valves. By eliminating the mechanical linkage, you can remove the hysteresis component from the control equation, resulting in increased repeatability. The adjustable port valve will also allow for linearized flow and easier tuning.
In addition, many burner systems today are still using back-loaded gas regulators, zero governors, bleed blocks and ratio regulators. These systems can be cost-effectively upgraded to use electronic parallel positioning or metered control schemes, which will provide better fuel-to-air ratio control and reduce operational maintenance costs.
Recommendation 2: Creating Temperature Control Uniformity
Another easy-to-fix source of inefficiency in many heat-treat systems is the actual position of the control thermocouple in the furnace that is used as the sensing point for temperature control. If a temperature uniformity survey (TUS) reveals that the temperature is not correct at the load, many technicians – rather than address the problem directly – will bias the temperature control to create an offset and get uniformity at the load. Doing this does not address the root cause of the problem, which is improper thermocouple location.
Fig. 2. When the correct thermocouple location is determined, the need to introduce an offset or bias will be minimized and/or eliminated and the resulting repeatable uniformity of the furnace will lead to more efficiency.
To start the process of determining the best location for the thermocouple, insert two or three test thermocouples into the furnace, connect the thermocouples to a temperature recorder and run another TUS. Then monitor the test thermocouples to determine which one best represents your target setpoint.
Next, remove any bias from the temperature controller and temporarily connect the thermocouple that displays the closest temperature to the target setpoint. Then run another TUS using this thermocouple as the control reference for your setpoint. When you find the correct thermocouple location, the need to introduce an offset or bias will be minimized and/or eliminated in most cases, and you will now have repeatable uniformity in your furnace, which will lead to more efficiency (Fig. 2).
Additionally, if you need to operate your furnace at a variety of temperatures for different products, it may be more efficient to have multiple thermocouples installed at various locations. By doing this, you can modify your control system to select the appropriate control thermocouple for the load being run, further improving repeatability, uniformity and efficiency.

Recommendation 3: Tuning Pressure Control
It is important to have proper pressure inside a heat-treat furnace, which means keeping the pressure inside the furnace as close to neutral as possible, or +0.01 inch as measured on a water column. This means there can be very little infiltration of air into the furnace. To ensure proper pressure is maintained, there are a couple of things that should be monitored.
First, ensure that the flue is properly sized and that the location of the flue is accurate based on the type of furnace being used. For example, if the burners are mounted high on the furnace walls, the flue should be close to the floor to draw the hot gases down to the bottom.
When thinking about the position of the flue, it is also important to consider whether you have converted (or will convert) from standard burners to low-NOx burners to comply with newer environmental regulations. When a furnace is converted to use low-NOx burners, there is usually an increase in the volume of excess air being pushed through the burner to lower the flame temperature and reduce the NOx emissions. The additional air volume passing through the furnace can increase furnace pressure, which means you will need to recalculate the flue area to confirm that it can handle the increase in excess air and make adjustments accordingly.
The next thing to look at is the location where the pressure tap enters the furnace to control the pressure. In general, the location of the pressure tap should be dependent on the material processed in the furnace, the location of the burners and/or how the furnace is loaded. If the tap is mounted high in the furnace, the temperature will be higher, which means the pressure will be slightly more positive toward the bottom of the furnace. If the pressure tap is located at the bottom, the opposite situation will occur. Overall, the most common location for the pressure tap is about halfway up the furnace wall (Fig. 3).
Finally, since an extremely low positive pressure is needed for proper operation, you should have a good reference for the pressure controller itself. This is done using a differential transmitter, where one side of the transmitter is sensing the pressure inside the furnace and the other side is sensing the pressure outside the furnace. This can be difficult with a heat-treat furnace since there is a big temperature variance between inside the furnace and outside the furnace.
To do this properly, the reference tap should be mounted next to the penetration on the sidewall so that both sensors are at the same elevation. Equally important to the location of the controller, though, is that the pressure transmitter is calibrated on a regular basis. When dealing with such low pressure, it is important to ensure the transmitter is not drifting.

Fig. 3. The most common location for the pressure tap is about halfway up the furnace wall.
Recommendation 4: Upgrading Outdated Sensor Technology
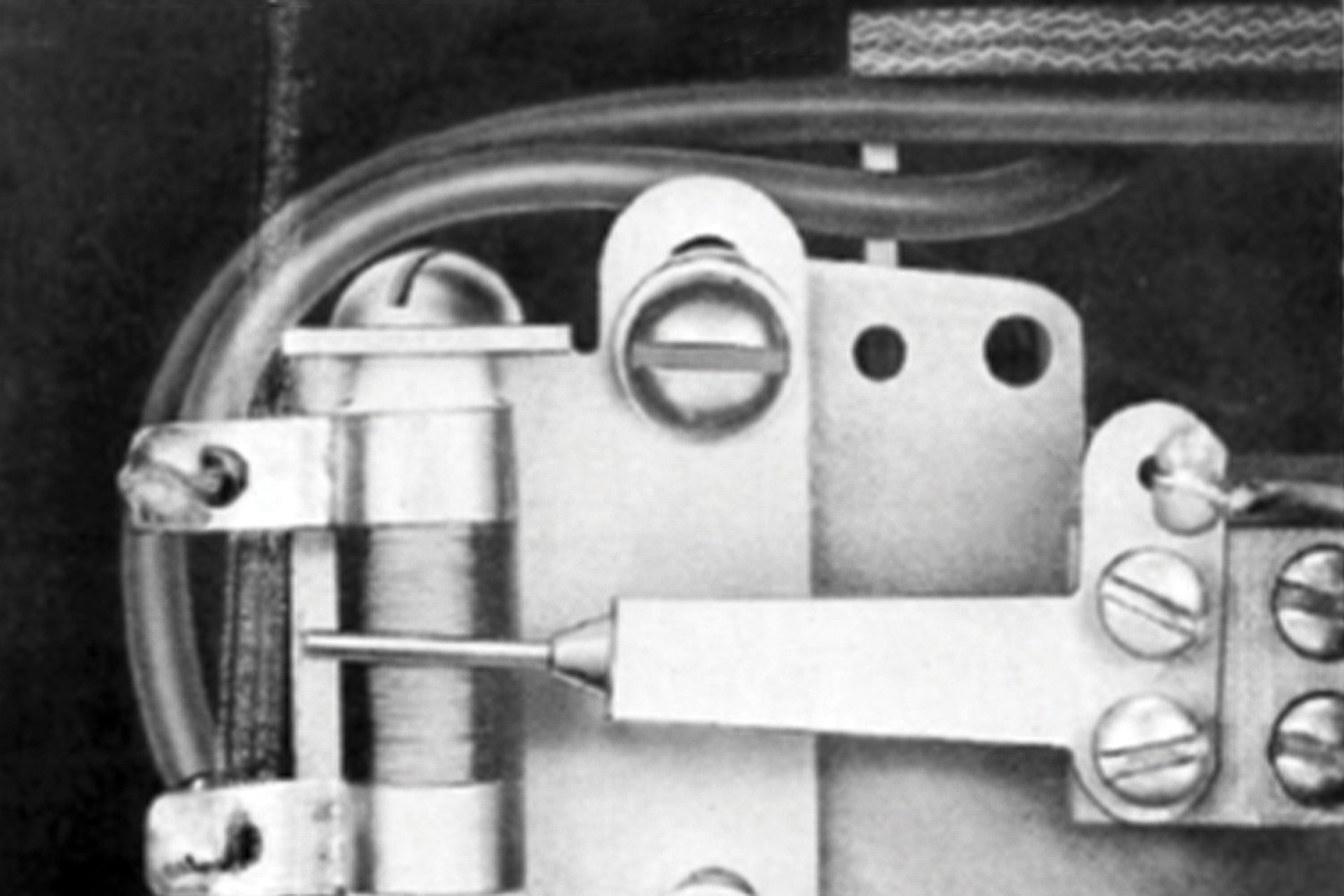
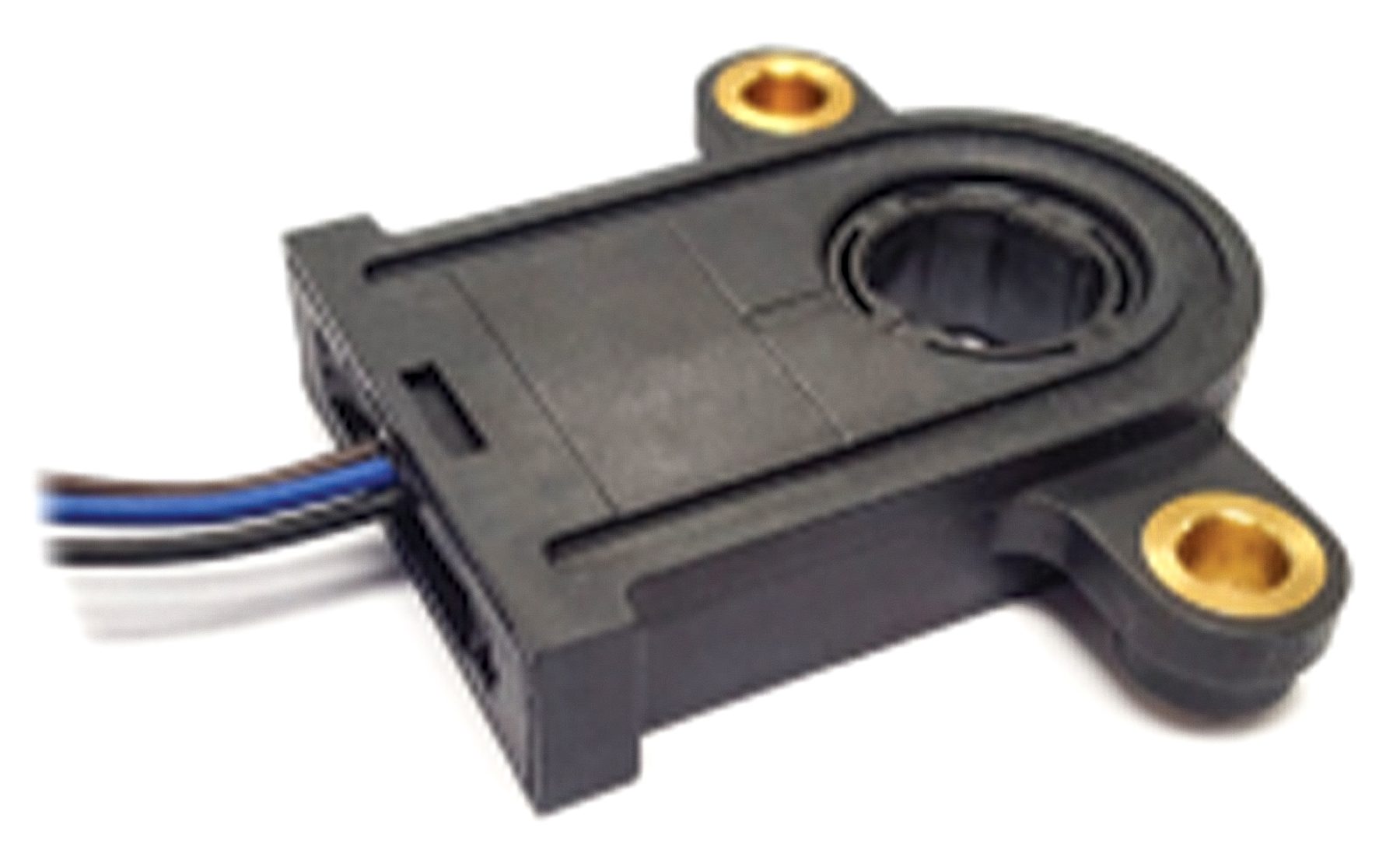
One of the simpler control loops in a heat-treat furnace uses sensors that contain a slide wire and wiper system to monitor process variables. Since the wiper rubs on the slide wire, there is a lot of friction. Typically, these sensors will quickly wear. When replacing these sensors, upgrading to a newer, contactless sensor option is recommended since it will provide greater reliability and repeatability. Figure 4 shows the difference between a traditional mechanical sensor and a newer, contactless sensor.
Fig. 4. The sensor on the left is a potentiometer that uses a slide wire and wiper. The sensor on the right is a contactless option.
Start Improving Operations without Major Capital Expenditure
Many manufacturers tend to ignore their heat-treat furnace until an operator calls because it is not working or not working as well as it did in the past. However, ignoring your heat-treat furnace until a problem arises can be a big source of inefficiency for your organization’s operations. By evaluating some of the preventive measures discussed in this article, you may discover low- or no-cost ways to bring more uniformity and reliability to your heat-treat process, ultimately improving productivity and profitability.
For more information: Ron Heintskill is Senior Product Engineer at George T. Hall Co. He can be reached at 714-939-7100 or rheintskill@georgethall.com. All graphics provided by the author, except where noted.
