Using Sintered
Metal Fibers
for Gas Burner Applications
Combustion Safety
All images provided by Micron Fiber-Tech unless otherwise noted
By Lixion Lu,
Micron Fiber-Tech
Metal fiber burners such as those used in this tunnel oven introduce premixed air and gas into a plenum to produce uniform, short flames.
Low emission combustion and operational efficiency make metal fiber burners suitable for use in industrial furnace equipment.
For more than two decades, sintered metal fibers have been widely used in the combustion industry as gas burners for boilers, water heaters, ovens, cooking equipment, air drying and other general process heating applications. In contrast to diffusion-flame burners like the Bunsen gas burner, metal fiber burners introduce premixed air and gas into a plenum to produce uniform, short flames. By precisely controlling the ratio between air and gas, the engineers are capable of designing a metal fiber burner for either rich or lean combustion.
When used for lean combustion, metal fiber burners use a large amount of excess air to keep the flame temperature low enough to avoid the formation of nitrous oxide (NOX pollutants). Metal fiber burners are commonly used for low NOX applications where emissions are strictly regulated. For other uses such as infrared gas heating, the burner requires a near stoichiometric mixing of air and gas for best efficiency, yet the burner remains a low NOX emission unit due to heat absorption by the metal fibers.
Because of their low emission combustion and operational efficiency, metal fiber burners are increasingly used in industrial furnace equipment (as well as domestic or commercial appliances).

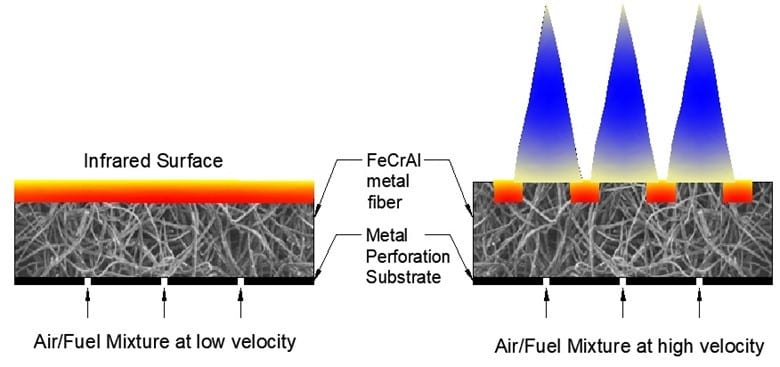
FIGURE 1. This figure illustrates a premixed air/gas stream flow through the perforated openings of a burner plenum, passing through porous fiber material, then finishing combustion on top of the fiber surface. A sintered fiber structure for infrared flameless combustion (left) and low NOX high fire blue flame combustion (right) are shown.
Figure 1 illustrates a premixed air and gas stream flow through the perforated openings of a burner plenum. The two streams pass through porous fiber material and finish combustion on top of the fiber surface. At low fire density — 30,000 to 80,000 BTU/ ft2 — the surface layer fibers are heated by combustion gas and become an infrared heat emitter. This is referred to as flameless combustion because the flame is invisible in this type of infrared burner. The metal fibers beneath the surface behave as a flame arrester and stop the heat from reaching into the burner plenum.
As fire density increases further — into the range of 310,000 to 3 million BTUft2 — the flow velocity of the premixed stream of air and gas (e.g., natural gas) begins to exceed flame velocity. At this point, the flame will tend to lift from the combustion surface, resulting in instability (flame blowout). To anchor the flame to the burner surface, the sintered metal fiber incorporates low fire spots that act as attachment points (figure 1, right). These lower firing spots stabilize the lean flame necessary to attain low NOX combustion (less than 5 ppm achievable). Because of this mechanism, metal fiber burners also can fire very low BTU heating value fuel gases (approximately 100 BTU/SCF).

FIGURE 2. The sintered burner fiber material typically is pre-formed by a nonwoven process into a fiber mass blanket. Sinter furnaces are used for fiber production.
How are Sintered Fiber Mats Made?
A nonwoven process typically is used to pre-form a fiber mass blanket for the sintered burner fiber material. Subsequently, the pre-formed blankets are compacted and heated to just below the melting points of the alloy fiber. This heating process is called sintering, a common material process used to create bonds between metal or ceramic particles to form a solid piece. In this case, the atoms in the metal fibers diffuse across the boundaries of the fiber-touching joints, fusing the fibers and creating a porous fiber structure. For most industry practices, sintering processes are carried out inside a vessel with a protective or oxygen-free atmosphere. Figure 2 shows sinter furnaces for fiber production.
The sintering process also integrates other engineering materials such as alloy wire mesh, perforated metal foil or plate, expanded metal or other functional layers as reinforcements. Sintered fiber mats are most common in multilayer laminate structures.
Embossed surface textures are other features of the sintered metal fiber. The diamond-pattern texture shown in figure 3 was pressed by a specific mold during sintering to increase surface area and porosity. The embossment improves the material’s emissivity index to 0.78 out of 1 as black body.

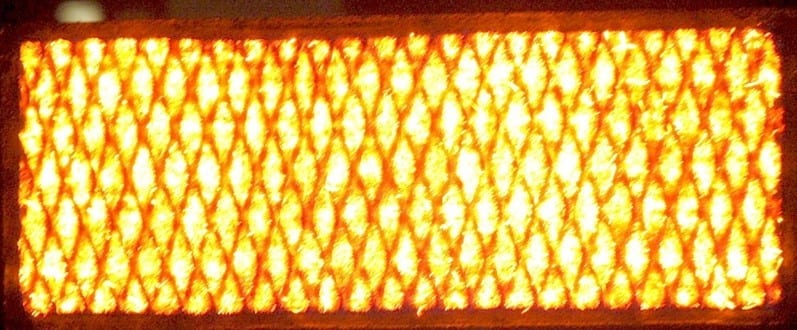
FIGURE 3. Embossed surface textures are another feature of the sintered metal fiber burner. A diamond-pattern texture was pressed by a specific mold during sintering to increase surface area and porosity.
Fiber Alloy Characteristics
Although bonding metal fibers together by the sintering process has existed for more than 100 years, it is over the past quarter-century that metal fiber has been used more successfully as a burner material. The achievement is due to the advancement in fiber alloys and processes that enable oxidation resistance and, therefore, enhanced burner life.
Modern burner fibers exclusively use iron-chrome-aluminum-type alloys — also known as FeCrAl alloys — as fiber materials. FeCrAl-type alloys show greater oxidation resistance than other types of nickel- or nickel-iron-based alloys. This is due to FeCrAl alloys having a face-centered cubic (FCC) atomic lattice structure that has a fast diffusion rate of Cr and Al atoms. The fast migration of chrome (Cr) and aluminum (Al) from the substrate to the surface is crucial to forming continuous protective oxide layers and stopping oxygen inward diffusion to the alloy matrix.
Additionally, the chrome and aluminum content in the fiber alloy composition is important for fiber quality and durability. It is well known that high alloyed stainless steel or super alloys are difficult due to their mechanical processes and production. This is the same for burner fibers. High alloyed metal fibers are hard and difficult to work with, much more so than low alloyed soft fibers. For example, a low content of 20 percent chrome in a FeCrAl alloy will have a lower lifetime durability than that of a higher level of content such as 25 percent chrome.
The predominant failure of metal fibers for a gas burner is oxidation failure: This means the fibers burn out. At the end of the burner life, all of the fiber metals become metal oxides through a steady and progressive process:
Al + O2→ Al2O3 and Cr + O2 → Cr2O3 and Fe +O2 → Fe3O4
To ensure burners made with metal fibers have sufficient durability and reliability, an accelerated oxidation test is necessary to quantify and grade the fiber alloys. A thermogravimetric analysis (TGA) test is one of the most common methods used. During the test procedure, a metal fiber specimen is placed inside an inert ceramic crucible that is then heated in a laboratory furnace. The furnace temperatures are set several hundred degrees higher than the normal fiber burner service temperature. At elevated test temperatures, the metal fiber specimen reacts with oxygen in the air and gains weight due to metal oxide formation. This weight gain then is recorded and compared.
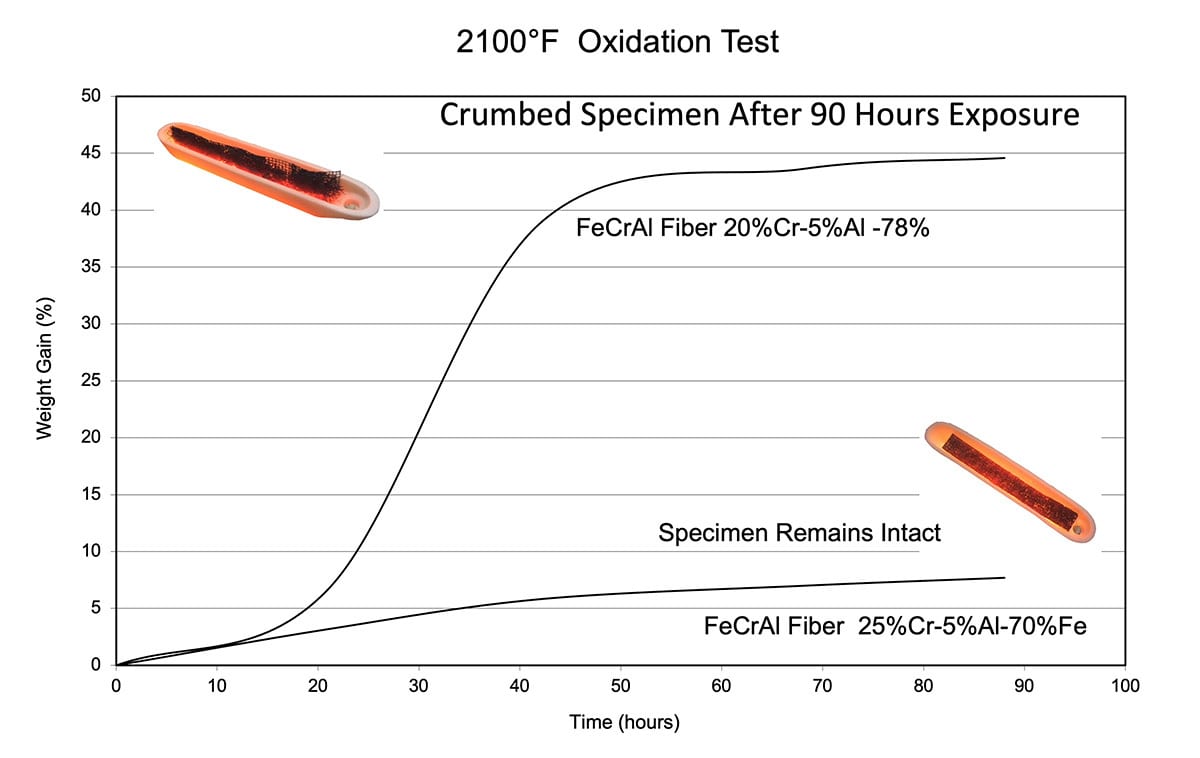
FIGURE 4. This chart shows a TGA test result that compares a low-grade FeCrAl fiber versus high-grade fiber. The catastrophic weight increase indicates poor oxidation resistance of the 20 percent chrome fiber. In contrast, the 25 percent chrome fiber demonstrates slow and stable oxidation at the same test temperature.
Figure 4 shows a TGA test result that compares a low-grade FeCrAl fiber (20 percent chrome) versus a high-grade fiber (25 percent chrome). The catastrophic weight increase indicates the poor oxidation resistance of the 20 percent chrome fiber. In contrast, the higher-percentage fiber demonstrates slow and stable oxidation at the same test temperature.
Hydrogen Tail Gas Burners
With the trend toward renewables and reducing carbon footage, hydrogen gas is expected to be an important fuel gas for future society. Current burner technology for natural gas or other hydrocarbon fuel gas, however, is not quite ready for directly switching to hydrogen fuel gas.
One reason is that hydrogen has a fast flame speed of approximately 10 ft/sec (3.06 m/sec) versus approximately 1.28 ft/sec (0.39 m/sec) for methane (natural gas). The high flame velocity poses a challenge for H2 burners due to its extreme tendency for flashback. Jet burners are traditionally used for firing H2 gas with a jet velocity designed to exceed flame velocity. In some cases, jet burners impinge the flame in refractory blocks for infrared heat generation. The disadvantages of jet burners are flame impingement and the requirement of a deep, sizeable combustion chamber, which is not practical for many small- or medium-sized appliances.
Metal fiber burners, by contrast, are well suited for compact heaters. For the past decade in the United States, sintered metal fiber burners have been successfully used for H2 tail gas combustion for onsite H2 generation. The onsite hydrogen is produced from a methane/steam reformer and combined with a pressure swing absorption (PSA) process. Due to the extraction of high purity H2, the process discharges a tail gas with a 30 to 60 percent amount of hydrogen. The H2 tail gas must be burned for reformer heat because of its endothermic chemical reaction. As mentioned before, the high flame velocity of H2 gas fires rapidly on the burner surface, resulting in a glowing radiant H2 burner (figure 5).

FIGURE 5. Sintered metal fiber burners have been successfully used for H2 tail gas combustion for onsite H2 generation.
Unlike hydrocarbon fuel gases, the surface temperature of an H2 burner would remain in a radiant state and continuously climb up with increased fire densities. Only qualified sintered metal fiber burners are robust enough for sufficient durability of 12,000 operation hours. Sintered metal fiber burners not only improved the reformer’s thermal efficiency but also extend the heat exchanger life by eliminating flame impingement. Overall, sintered metal fiber burners meet the requirement of hydrogen refueling stations for compactness, safety, low maintenance, high efficiency, reliability, mass production and other attainable goals desired by a hydrogen-based society.
Lixion Lu is the president of Micron Fiber-Tech. The DeBary, Fl.-based company can be reached at 386-688-7895 or visit mft-co.com.


