News


Fatal Boiler Explosion Final Report Highlights Root Causes, Lessons Learned
The U.S. Chemical Safety Board released its final report relating to a 2017 explosion involving an industrial steam generation system that resulted in the death of four people.
The incident at the Loy-Lange Box Co. in St. Louis occurred when a pressure vessel failed catastrophically, fatally injuring one employee at the company. The pressure vessel launched from the building and through the roof of a nearby business, fatally injuring three members of the public.
The CSB investigated and found that an area of the failed pressure vessel had thinned over many years due to a known corrosion mechanism that was poorly controlled. The CSB also found that Loy-Lange repeatedly ignored warning signs that corrosion was causing major problems within its operations. The investigation showed that Loy-Lange ran the pressure vessel normally before its failure despite knowing that it was leaking.
The CSB determined that the cause of the explosion was deficiencies in Loy-Lange’s operations, policies and process safety practices that failed to prevent or mitigate chronic corrosion. Furthermore, the CSB determined that contributing to the incident was the city of St. Louis’ missed opportunities to identify and ensure proper inspections, identify inadequate repair and mitigate existing gaps in inspection requirements.
Key Lessons for the Industry
In the final report, the CSB urges companies to review the key safety lessons learned from the investigation for application at their facilities — particularly companies that operate pressure vessels and steam generation systems.
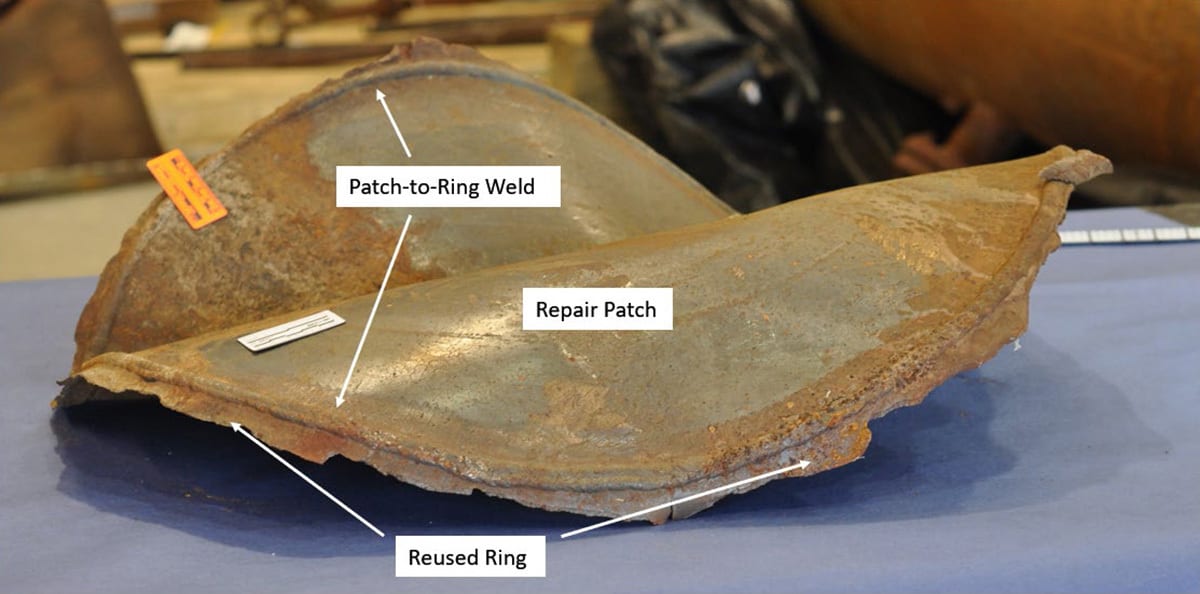
Image courtesy of U.S. Chemical Safety Board (CSB)
Photo of failed section of SCR bottom head.
1. Pressure-relief devices typically are the last line of defense protecting a vessel from overpressure.
Companies must ensure that the pressure-relief devices protecting their pressure vessels are properly designed, installed and maintained, and they must ensure that all pressure-relief devices are set at the proper pressure. A pressure-relief device with a set pressure greater than its vessel’s maximum allowable working pressure (MAWP) cannot adequately protect the vessel from high pressure process upsets. Both the American Society of Mechanical Engineers (ASME) and the National Board of Boiler and Pressure Vessel Inspectors (NBBI) Code state that a pressure vessel’s relief device shall not be set at a pressure higher than the vessel’s MAWP.
2. Leaking pressure vessels can be dangerous and should be evaluated for continued fitness for service.
When a pressure vessel leaks, its pressure-retention-ability may be compromised. The leak should be investigated, the causes should be determined and the leak should be repaired before returning the vessel to service. In addition, the causes of the leak should be addressed to prevent a reoccurrence.
3. Pressure vessels storing a liquid at temperatures greater than its atmospheric boiling point can explode upon failure when the contents are suddenly exposed to atmospheric pressure.
The explosion results from the rapid volume expansion that occurs when a liquid suddenly vaporizes. This type of explosion is known as a BLEVE. BLEVEs and other pressure vessel failures can be catastrophic and can cause injury, fatality and significant property damage.
4. In pressure vessels and steam generation systems, ensure that damage mechanisms such as corrosion are adequately understood and controlled.
Companies should understand the damage mechanisms to which their steam systems and pressure vessels are vulnerable; the conditions that cause such mechanisms; and the means of preventing or otherwise controlling these damage mechanisms.
5. Pressure vessels must be regularly inspected, per regulatory requirements and industry guidance, by appropriately credentialed inspectors.
6. Companies can hire contractors to perform pressure vessel inspections to supplement any local or state regulatory reviews.
Many companies exist that employ inspectors with ASME, API, NBBI and American Society for Nondestructive Testing certifications.
7. Ensure that an effective process safety management system is in place to identify equipment hazards that can lead to injury or fatality.
Investigate incidents and near misses in which those hazards were not adequately controlled. Ensure that incident investigations are driven to uncover underlying process safety management system gaps, and that those gaps are appropriately addressed.
As a result of its findings, the CSB included recommendations to Loy-Lange, the city and mayor of St. Louis, the inspection company Arise, and the National Board of Boiler and Pressure Vessel Inspectors in its final report.
Exhaust Solutions Division of Boiler Manufacturer Acquired
Industrial Chimney Co. (ICC) acquired Cheminee Lining, the exhaust solutions division of boiler manufacturer Cleaver-Brooks Co. Inc.
Its move to acquire Cheminee Lining occurred quickly after Cleaver-Brooks announced its intention to discontinue the sale of exhaust stacks and venting in May 2022, notes ICC. As part of the sale, ICC will continue to lease 56,000 ft2 of manufacturing space and 21,000 ft2 of office space in Terrebonne, Quebec, as well as provide employment for more than 40 existing Cheminee Lining employees.
Both Cleaver-Brooks and ICC, a manufacturer of prefabricated chimneys and high efficiency fireplaces, will honor current customer commitments and maintain contact with customers regarding future activities. Cleaver-Brooks engineers and manufactures integrated boiler room solutions for steam and hydronic applications.
Insulation Manufacturer Installs Regenerative Thermal Oxidizer
A Midwest manufacturer of silicon rubber insulation products installed a regenerative thermal oxidizer (RTO) in order to improve sustainability and reduce the carbon footprint of its process coating operations.
Designed and supplied by Catalytic Products International (CPI), the single Triton 30,000 scfm RTO replaced two aging recuperative thermal oxidizers. The older oxidizers had reached the end of their operating life, according to the insulation manufacturer, and were significant consumers of natural gas.
The RTO will destroy the incoming volatile organic compounds (VOCs) from two tower coater lines with continuous 98 percent destruction rate efficiency and 95 percent thermal heat recovery. This improvement in thermal efficiency results in a significant net reduction in carbon dioxide emissions compared to operating the existing recuperative thermal oxidizers, according to the oxidizer maker.
CPI completed a turnkey installation, including engineering, concrete pad design, ductwork, hot gas bypass and exhaust stack. The RTO was installed adjacent to the existing oxidizers prior to disconnecting and removing the old units. This approach helped return the company to a fully operational status with minimal downtime.

Image courtesy of Catalytic Products International
Diversified Heat Transfer Acquires Boiler Manufacturer
Diversified Heat Transfer Inc., a Towaco, N.J.-based manufacturer of heat transfer equipment and systems, acquired the assets and key personnel of Sussman Electric Boiler, Division of Sussman Automatic Corp.
The acquisition of Sussman Electric Boiler, a manufacturer of electric steam and hot water boilers, brings together two companies with deep roots in the process heating industry, says the two companies. Sussman Electric Boiler will continue operating out of its Long Island City, N.Y., location.
“We believe the acquisition of Sussman Electric Boiler further aligns our business with the market's needs, bringing together the best people and technology to help us meet the ever-changing demands of our industry,” said Jake Goldberg, DHT president and CEO of Diversified Heat Transfer.
Cabinet Oven Dries Plastic Explosives
A cabinet oven will be used by a company in the defense industry to dry plastic explosives at 120°F (49°C) to 190°F (88°C). The product may be treated with various solvents.
Thermal Product Solutions shipped the Gruenberg Class A oven, which has a maximum temperature of 200°F (94°C) and interior dimensions of 60” wide by 36” deep by 48” high. A temperature uniformity of ±5°F (±2.78°F) was proven at a test temperature of 200°F. The oven has 3” thick mineral wool insulation within the stainless steel floor, walls and ceiling.
“This XP cabinet oven complies with NFPA 86 Class A requirements and is designed and equipped for processes involving materials that could potentially result in an explosion or fire hazard,” said Mike Schneck, director of engineering.
The oven includes a safety package with special exhaust, air movers and explosionproof exterior, meeting requirements for Class 1 and 2, Division 1, Groups D, E, F and G environments. The XP exhaust blower is rated for 800 cfm to vent solvent vapors that may be present during the heating process. The recirculation and exhaust blowers are designed to be non-sparking, preventing them from igniting the flammable solvent or explosives in the oven. The other explosionproof requirements include wiring with mineral-insulated cable; terminals in XP terminal boxes; and a purged, NEMA 12-rated control panel.
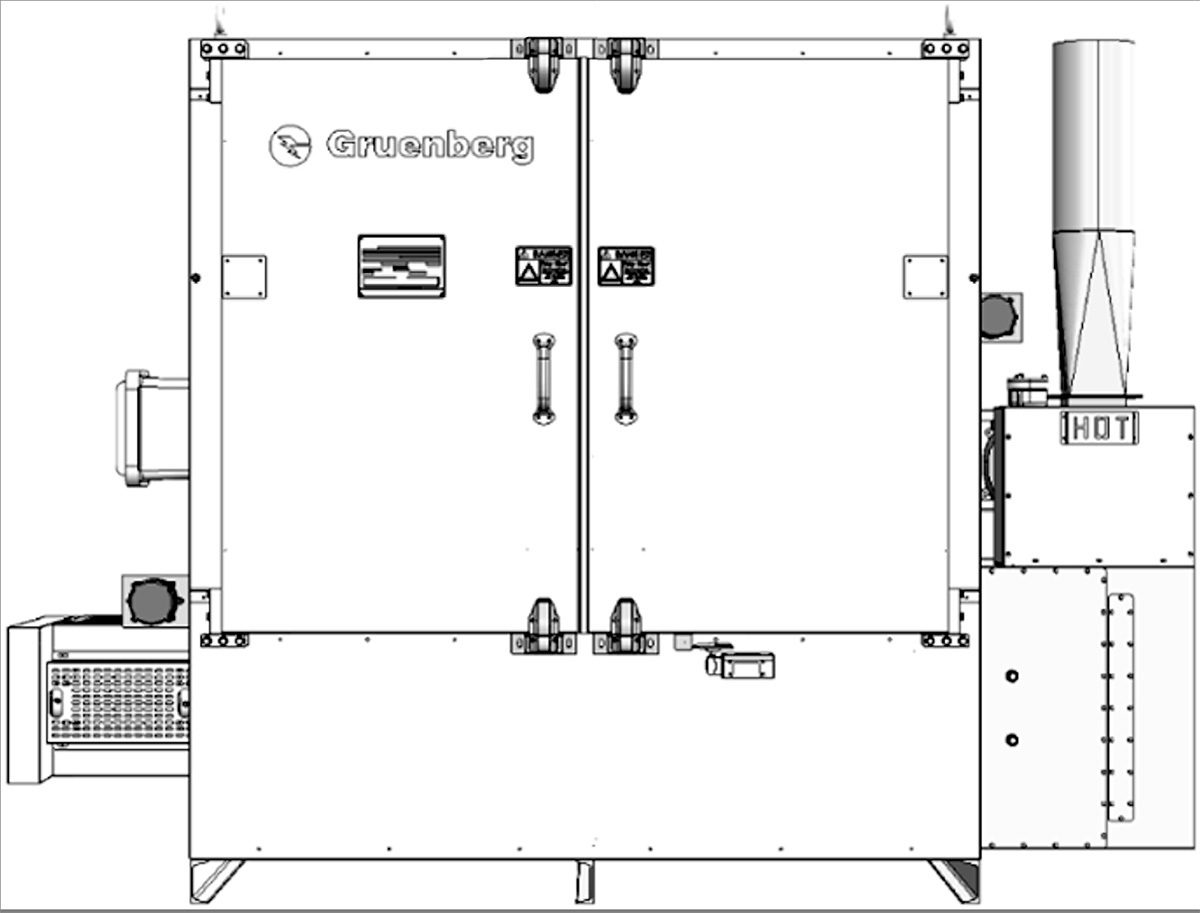
Image courtesy of Thermal Product Solutions
Industrial Oven Manufacturer Celebrates 120th Anniversary
Despatch, an industrial oven manufacturer based in Minneapolis, is celebrating 120 years in business. The anniversary coincides with another significant milestone: the sale of 200,000 units. Over the past 120 years, Despatch has evolved from selling streetcar heaters and bread baking ovens into a supplier of ovens used in electronics, semiconductor and medical device manufacturing.
Despatch was acquired by Illinois Tool Works in 2011 and was integrated with Speedline Technologies and Vitronics Soltec to become ITW EAE. According to the company, the combined knowledge and experience of the ITW EAE group drives further innovation and technology development. Despatch moves products to market faster using ITW manufacturing practices, it was noted.

Image courtesy of Despatch
Supplier of Process Observation Equipment Expands in Ohio
LJ Star Inc., a supplier of process observation equipment including sight glasses and sight flow indicators, completed a construction project that increased warehouse, manufacturing and office space at its headquarters in Twinsburg, Ohio.
According to the company, the increased space, particularly the warehouse storage and handling capacity, will enable LJ Star to fulfill parts and product orders from stock, providing immediate delivery for many of its products. Strong market conditions in the sectors targeted by LJ Star, including pharmaceuticals, food and beverage, chemical, and oil and gas, played a part.
“We made a significant investment to increase our square footage with a particular focus on warehouse capacity,” said Ted Mielnik, president of LJ Star. “This allows us to maintain larger inventory levels for on-time delivery and order fulfillment. Domestic availability of critical parts and shortened lead times should help our customers meet their business goals and objectives.”
Supply Chain Risks Accelerate Reshoring
In 2021, the private and federal push for the domestic supply of essential goods propelled reshoring and foreign direct investment (FDI) job announcements to a record high, according to the Reshoring Initiative.
Projections from the Reshoring Initiative’s first half of 2022 data show reshoring and FDI continuing these gains. The current 2022 projection of jobs announced is around 350,000, which is another record and up from 260,000 in 2021. If the projection is achieved, 2022 will bring the total number of jobs announced since 2010 to more than 1.6 million.
According to the report, the continuing upward trend is due almost exclusively to companies filling supply chain gaps of essential products, including electric batteries, semiconductors, PPE, pharmaceuticals, rare earths and renewable energy. So far, the top three states by jobs announced are Kentucky, North Carolina and Georgia.
The full report can be found at www.reshorenow.org.

Cold Jet to Consolidate Operations in New $4.9 Million Facility
Cold Jet plans to consolidate its two Cincinnati facilities into a newly renovated facility in Loveland, Ohio, by the end of August 2023. The provider of dry ice technology cites sustained company growth in the last two years as a driver for the new $4.9 million facility, which will house its headquarters, manufacturing and production under one roof.
“Cold Jet has grown its workforce more than 30 percent in the last 10 years in the greater Cincinnati area. We have now physically outgrown our spaces and look forward to moving into one facility,” says Michelle Simpson, chief people’s officer at Cold Jet.

Image courtesy of Cold Jet
Industrial Chiller Aids Testing at Space Agency
An industrial chiller at the European Space Agency’s (ESA’s) ESTEC technical center in the Netherlands provides cold water throughout the facility, helping to maintain clean rooms and key test equipment at optimal temperatures.
“Commissioned in 2017, this installation is our most energy-efficient chiller, with a cooling capacity of about 1.2 MW, or roughly 800 times the capacity of a standard household fridge,” said mechanical projects engineer Christophe Huysmans of ESTEC’s Estates and Facility Management Department.
The chiller uses refrigerant R1234ze, which is one of the most environmentally sustainable gases available, according to ESA. Covering around one-fifth of ESTEC’s total demand, the machine is equipped with energy-optimizing systems such as variable-speed drives. The system allows for temperatures ranging from 43°F (6°C) in the summertime up to 53°F (12°C) in winter.
ESA is currently planning ESTEC’s first heat pump installation to produce cooling energy while simultaneously recycling waste heat, allowing the facility to reduce its natural gas consumption.

Image courtesy of European Space Agency
Patent Granted for Polymers Used in Water Treatment
Netherlands-based Nouryon has been granted a U.S. patent for its LumaTreat tagged polymer products, which enable customers to measure available deposit-control agents in water treatment systems and reduce polymer and water usage during treatment.
Many essential processes at production and manufacturing sites rely on the continuous operation of water treatment systems, cooling towers and boilers. The accumulation of scale deposits degrades the overall efficiency and lifespan of these systems, potentially causing failures or shutdowns detrimental to operations in industrial facilities.
A tagged polymer that enables more precise measurements can aid in reducing polymer dosage and water usage while remote monitoring can eliminate the need to travel to sites. LumaTreat tagged polymers incorporate fluorescent monomers that “smart tag” the deposit-control polymers used in water treatment and thereby help prevent the buildup of calcium phosphate, calcium carbonate and other minerals that produce scale deposits. These fluorescently tagged polymers enhance system troubleshooting for water treatment professionals through remote monitoring of polymer consumption, decreasing the risk of estimation errors. They also can be used in conjunction with or as an alternative to pyrenetetrasulfonic acid (PTSA) in water treatment formulations to indicate real-time consumption rates of the active polymer.
U.S. Patent No. 11,208,408, “Method of Controlling Scale in Aqueous Systems,” covers LumaTreat tagged polymer products and the fluorescent monomers used in their creation.
Pro Refrigeration Named EnVisioneer of the Year
Danfoss named Pro Refrigeration Inc. as its 13th EnVisioneer of the Year. The Auburn, Wash.-based manufacturer and supplier of chillers for the industrial and beverage processing market used Danfoss components to develop its PROGreen CO2 chiller system.
The PROGreen system was used at a California dairy farm. Since installation, the milk temperature has averaged 37.1°F (2.8°C), whereas their previous chiller was unable to cool below 40°F (4.4°C). As a result, the farm was able to earn a quality bonus from milk processors and see revenue increases in the range of $1,400 to $2,800 per day. The chiller also recovers the waste heat from the chiller system to heat the wash water, heating 3,000 gallons of well water per day from 70 to 170°F (21 to 77°C) and eliminating the need to use fossil fuels as a heating source.
Launched in 2010, the annual EnVisioneer of the Year award competition recognizes North American original equipment manufacturers, building owners, municipalities, contractors and end users that have introduced a new product, opened a new facility or invested in a building or system upgrade in the past 18 months using Danfoss products or solutions to realize significant energy and environmental savings. The award was presented to Pro Refrigeration on August 24 at its Mocksville, N.C., facility.

Image courtesy of Danfoss
IIAR, IOR Sign Memorandum of Understanding
The International Institute of Ammonia Refrigeration (IIAR) signed a memorandum of understanding with the U.K.’s Institute of Refrigeration (IOR).
According to the two natural refrigeration advocacy groups, the agreement sets the stage for collaboration on publications, education, technical activities and research in areas of common interest. The organizations anticipate these efforts will include the use of energy-efficient, safe and economically viable technologies that use ammonia and other natural refrigerants.
The memorandum of understanding serves as a framework for continuous communication, conferences and meetings as well as information sharing between the two organizations.
Brewery Transitions to Natural Refrigerant Process Cooling
Denali Brewing and Sprits of Talkeetna, Ala., commissioned and started up its first natural refrigerant chiller system.
Denali CEO Sassan Mossanen, along with the brewery service contractor Arctic Refrigeration, prepared for the system by traveling to Pro Refrigeration’s production facility in Mocksville, N.C. They were introduced to transcritical and subcritical CO2 refrigeration and safety and provided a tour of the PROGreen chiller system during the visit.
Soon after, the chiller system was transported across the United States to its new home. During the 18-day journey from North Carolina to Alaska, the Arctic Refrigeration team completed the piping installation and most system integration.
“Being able to plan piping in the return and supply for the main process tie-ins, and pre-piping for the heat recovery unit ahead of the equipment actually arriving was great. Getting the opportunity to see the system at the factory allowed for this,” said Duke Brandt from Arctic Refrigeration.

Image courtesy of Pro Refrigeration
Business Unit Focused on Indoor Agriculture
Tecogen, a supplier of on-site heating and cooling equipment, is establishing a business unit focused on controlled-environment agriculture (CEA). According to the company, food crop CEA is a natural progression from its sales of equipment to cannabis CEA facilities.
Utility expenses in CEA facilities are typically between 10 and 25 percent of revenue. Tecogen says chiller and cogeneration solutions can reduce this energy expense while reducing the facility’s greenhouse gas footprint. The company’s technology also reportedly can supply CO2 to boost plant growth rate by more than 150 percent, increasing the number of crop cycles in a year.
Advantages to CEA include the ability to bring to market locally grown products and fresher-tasting produce. CEA also contributes to 90 percent less water use, according to Tecogen, and lowers transportation costs.
Climate change, uncertain supply chains and the drive for locally grown produce are factors cited by market studies projecting that the CEA market will exceed $170 billion globally by 2025.
Recycling Produced Water for Industrial Applications
The recycling of produced water for beneficial reuse, including industrial applications such as cooling towers and power generation, is the focus of exclusive technology licensing agreements Tetra Technologies Inc. has executed with KMX Technologies LLC and Hyrec Holdings Co.
Tetra CEO Brady Murphy said, “According to Rystad Energy Research, the U.S. will produce close to 23 billion barrels of water from producing oil and gas wells in 2022, with nearly 13 billion barrels being disposed of in saltwater disposal wells. Our strategic relationships with KMX and Hyrec will allow us to create new, sustainable markets for produced water, reduce the industry’s reliance on disposal and preserve precious fresh water resources.”
Tetra treats and recycles produced water from oil and gas wells for reuse in hydraulic fracturing. The Woodlands, Texas-based company is evolving its business model by expanding into low-carbon energy markets.


